- Laserschneidanlagen
-
 MSE SmartFL
MSE SmartFL
 MSE SmartFL
MSE SmartFL
Die Faserlaserschneidanlage MSE SmartFL von MicroStep Europa und unserem Technologiepartner ACCURL ist ein leistungsstarkes und gleichzeitig preiswertes System für qualitativ hochwertiges 2D-Laserschneiden. Die Baureihe ist in Bearbeitungsflächen von 1.500 x 3.000 bis hin zu 2.500 x 12.000 mm erhältlich und kann mit Laserquellen mit einer Leistung von bis zu 30 kW ausgestattet werden.



-
 MSE TubeFL
MSE TubeFL
 MSE TubeFL
MSE TubeFL
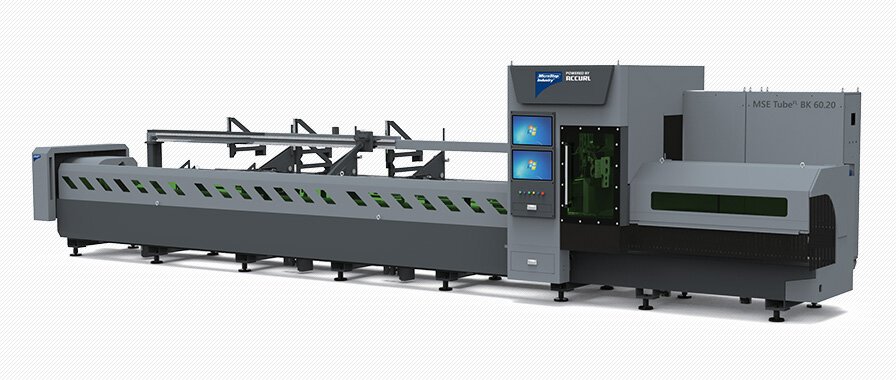
Die Faserlaserschneidanlage MSE TubeFL von MicroStep Europa und unserem Technologiepartner ACCURL ist ein prozesssicheres System für qualitativ hochwertiges und schnelles 2D- und 3D-Laserschneiden von Rohren, Profilen und Trägern. Je nach Ausführung ist ein extrem hoher Automationsgrad und eine Leistung von bis zu 12 kW möglich. So können feinste Konturen und Durchbrüche sowie exakte Fasenschnitte realisiert werden.






-
 MSF Compact
MSF Compact
 MSF Compact Baureihe
MSF Compact Baureihe
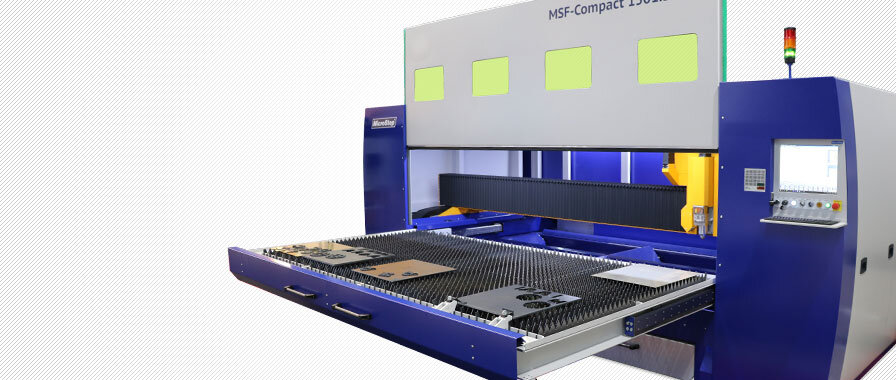
Der MSF Compact vereint präzises 2D-Laserschneiden mit kompaktem Design. Die Baureihe ist in Bearbeitungsflächen von 1.000 x 2.000 mm, 1.250 x 2.500 mm und 1.500 x 3.000 mm erhältlich und überzeugt vor allem durch einen geringen Platzbedarf bei gewohnt hoher Schnittqualität. Ein manuell herausziehbarer Schneidtisch ermöglicht dabei ein einfaches und unkompliziertes Be- und Entladen.
-
 MSF Cut
MSF Cut
 MSF Cut
MSF Cut
Die zuverlässige Faserlaserschneidmaschine für hochpräzise 2D-Schneidanwendungen steht in drei Anlagenformaten mit Laserquellen bis zu 15 kW zur Wahl – inklusive serienmäßig enthaltenem automatischem Wechseltischsystem. Die MSF Cut ist ein leistungsstarke Produktionshelfer, um alle Standardaufgaben der Faserlasertechnologie in hochproduktiver und hochwertiger Ausführung zu erfüllen. Optional kann die Laserschneidanlage weiter automatisiert werden durch MicroSteps Materialhandlingsysteme MSLoad, MSSort und MSTower.
-
 MSF Pro
MSF Pro
 MSF Pro Baureihe
MSF Pro Baureihe
Highspeed und Flexibilität in 3D: der präzise Allrounder MSF Pro ist eine Weltneuheit in Sachen Multifunktionalität. Kein anderes Lasersystem bietet zur Blechbearbeitung ein solches Maß an Fertigungstiefe. Optional lassen sich auch Rohre und Profile schneiden.






-
 MSF Max
MSF Max
 MSF Max Baureihe
MSF Max Baureihe
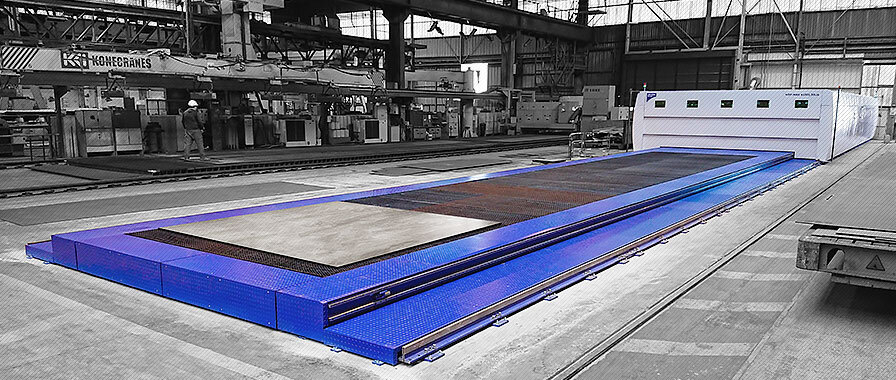
Der MSF Max ist der Gigant unter den Faserlaserschneidlösungen. Entwickelt zur Bearbeitung von großformatigen Blechen für den Schiffsbau ermöglicht er die präzise 3D-Highspeedbearbeitung von Flachmaterial. Dank mitfahrender Sicherheitskabine steht eine Arbeitsfläche von bis zu 50 m Länge und 6 m Breite zur Verfügung.
-
 MSF Pipe
MSF Pipe
 MSF Pipe Baureihe
MSF Pipe Baureihe
Ein echter Experte für Rohre und Profile: Für die prozesssichere, hochpräzise und schnelle 2D- und 3D-Bearbeitung von Rohren und Profilen mittels Faserlaser hat MicroStep den MSF Pipe entwickelt. Das System verfügt dabei über einen extrem hohen Automationsgrad. Auch die Be- und Entladung sowie die Sortierung geschnittener Teile kann automatisiert werden.
 Zubehör
Zubehör Zubehör
ZubehörBei den für den Betrieb einer Schneidanlage notwendigen Peripherieanlagen empfehlen wir renommierte Hersteller, mit denen MicroStep eng zusammenarbeitet. Gerne sind wir Ihnen bei der Auswahl einer auf Ihre Bedürfnisse und Ihre Schneidanlage zugeschnittenen Lösung behilflich – sprechen Sie uns an, nutzen Sie unser Know-how!
- Hintergrundwissen
Laserschneidanlagen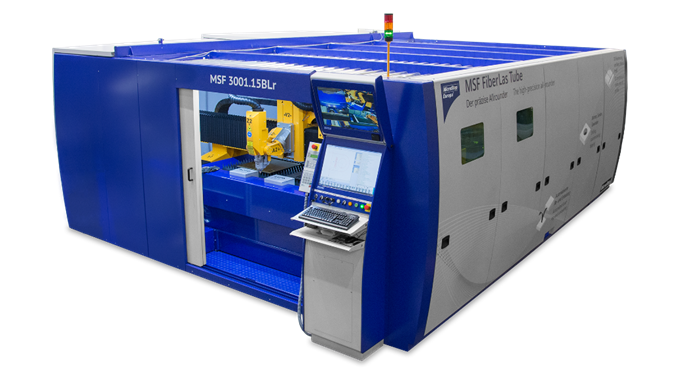 Hintergrundwissen - Laserschneidmaschinen
Hintergrundwissen - LaserschneidmaschinenLaserschneidmaschinen sind die passende Lösung, wenn es um präzisen Zuschnitt bei minimalem Zeitaufwand geht. Hochmoderne Laserschneidanlagen vereinen Präzision, Geschwindigkeit und höchste Multifunktionalität.
-
-
Plasmaschneidanlagen
-
 MasterCut Compact
MasterCut Compact
 MasterCut Compact
MasterCut Compact
Kompakt, flexibel und vielseitig: die MasterCut Compact gibt es im Gesamtpaket mit Plasmaquelle und Filteranlage. Das Schneidsystem steht für hervorragende Schnittqualität beim Plasmaschneiden und ist auch mit Fasenschneidkopf zur Schweißnahtvorbereitung erhältlich.
-
 MasterCut
MasterCut
 Die MasterCut Baureihe
Die MasterCut Baureihe
Die MasterCut Baureihe ist ein flexibles und robustes 3D-Schneidsystem für nahezu jede Schneidaufgabe. Sie ermöglicht technologieübergreifende Arbeitsprozesse (Flachbett, Rohr- & Profilbearbeitung, Autogen, Beschriften) und besticht durch absolute Zuverlässigkeit auch im Dreischichtbetrieb.
-
 MG
MG
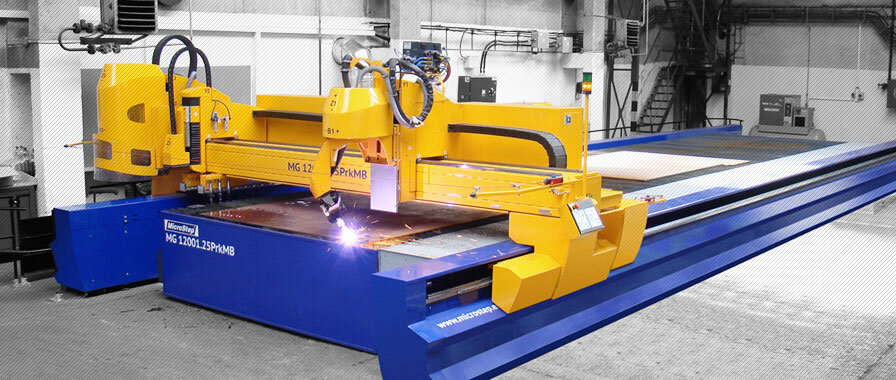 MG Baureihe
MG Baureihe
Das Top-Produkt unter den MicroStep-Schneidanlagen. Sie ist für den dauerhaften Einsatz in der Industrie gebaut und erfüllt höchste Anforderungen an Präzision, Leistung und Bedienbarkeit. Die Baureihe MG ist der Alleskönner von MicroStep und Vorreiter der Branche in Sachen Multifunktionalität und Prozesssicherheit.

-
 DRM
DRM
 Die DRM Baureihe
Die DRM Baureihe
Die DRM Baureihe ist der starke Spezialist und dank enormer Fertigungstiefe die Schneidlösung für nahezu jede Aufgabe. Die Plasmaschneidanlage ermöglicht die 3D-Bearbeitung an Blechen, Rohren, Profilen & Behälterböden mit außergewöhnlichen Ausmaßen.

-
 CombiCut
CombiCut
 CombiCut Baureihe
CombiCut Baureihe
Die passende Lösung für alle Temperaturbereiche und Umgebungsvariablen stellt die CombiCut Baureihe dar. Vielfältigste Technologien (Mehrbrennerbetrieb, Fasenschneiden, Bohren, Markieren) können an diesem extrem widerstandsfähigen System kombiniert werden.
-
 DS
DS
 DS Baureihe
DS Baureihe
Die DS Baureihe ist eine automatische zeit- und kosteneffiziente Prozessstraße zur Bearbeitung von Blechen und Profilen. Sie wurde entwickelt, um an Flachmaterial sowie an quadratischen oder rechteckigen Profilen hocheffiziente Bohrungen und Gewinde anbringen und mittels Plasmatechnologie oder Autogentechnologie schneiden zu können.
-
 CPCut & PipeCut
CPCut & PipeCut
 CPCut & PipeCut Baureihe
CPCut & PipeCut Baureihe
Die Schneidlösung für Rohre und Profile wurde für Werkstücke mit großen Durchmessern und Längen entwickelt. Die CPCut & PipeCut Baureihe ermöglicht die 3D-Bearbeitung von Rohren und allen gängigen Profilformen mit Stückgewichten bis 12 Tonnen und kann auch mit mehreren Brennern (Plasma, Autogen) ausgestattet werden.
-
 ProfileCut
ProfileCut
 ProfileCut Baureihe
ProfileCut Baureihe
Die ProfileCut Baureihe ist ein wahrer Allrounder der Trägerbearbeitung. Dank ihrer robusten Bauweise und der großzügigen Bearbeitungsfläche ist die 3D Profil- & Trägerbearbeitung bis 1.000 mm Höhe und 24 m Länge möglich. Der Einsatz des 120°-Fasenschneidkopfs oder eines Bohrsupports garantiert volle Flexibilität.
- ZubehörZubehör
Bei den für den Betrieb einer Schneidanlage notwendigen Peripherieanlagen empfehlen wir renommierte Hersteller, mit denen MicroStep eng zusammenarbeitet. Gerne sind wir Ihnen bei der Auswahl einer auf Ihre Bedürfnisse und Ihre Schneidanlage zugeschnittenen Lösung behilflich – sprechen Sie uns an, nutzen Sie unser Know-how!
- Hintergrundwissen
Plasmaschneidanlagen Hintergrundwissen - Plasmaschneidanlagen
Hintergrundwissen - PlasmaschneidanlagenCNC-Plasmaschneidanlagen überzeugen mit wirtschaftlichen und präzisen Schnitten und sind vor allem bei mittleren Materialstärken konkurrenzlos. Moderne Plasmaschneidmaschinen vereinen Effizienz, dauerhafte Leistungsfähigkeit und Multifunktionalität.
-
-
Brennschneidanlagen
-
 EasyCut
EasyCut
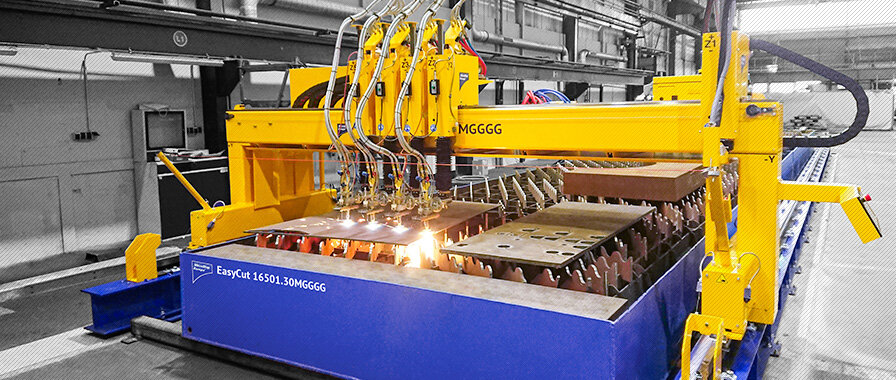 EasyCut Baureihe
EasyCut Baureihe
Für modernes Autogenschneiden auf höchstem Niveau steht die EasyCut Baureihe. Sie ist die ideale Anlage für präzise und kostengünstige Autogenschnitte bis 300 mm und besticht mit einer robusten, einfachen und wartungsfreundlichen Konstruktion.
-
CombiCut
CombiCut Baureihe
Die passende Lösung für alle Temperaturbereiche und Umgebungsvariablen stellt die CombiCut Baureihe dar. Vielfältigste Technologien (Mehrbrennerbetrieb, Fasenschneiden, Bohren, Markieren) können an diesem extrem widerstandsfähigen System kombiniert werden.
- ZubehörZubehör
Bei den für den Betrieb einer Schneidanlage notwendigen Peripherieanlagen empfehlen wir renommierte Hersteller, mit denen MicroStep eng zusammenarbeitet. Gerne sind wir Ihnen bei der Auswahl einer auf Ihre Bedürfnisse und Ihre Schneidanlage zugeschnittenen Lösung behilflich – sprechen Sie uns an, nutzen Sie unser Know-how!
- Hintergrundwissen
Brennschneidanlagen Hintergrundwissen - Brennschneidanlagen
Hintergrundwissen - BrennschneidanlagenBrennschneidmaschinen überzeugen durch robusten Aufbau, Präzision und Leistungsstärke bei großen Materialstärken.
-
-
Wasserstrahlschneidanlagen
-
 WaterCut
WaterCut
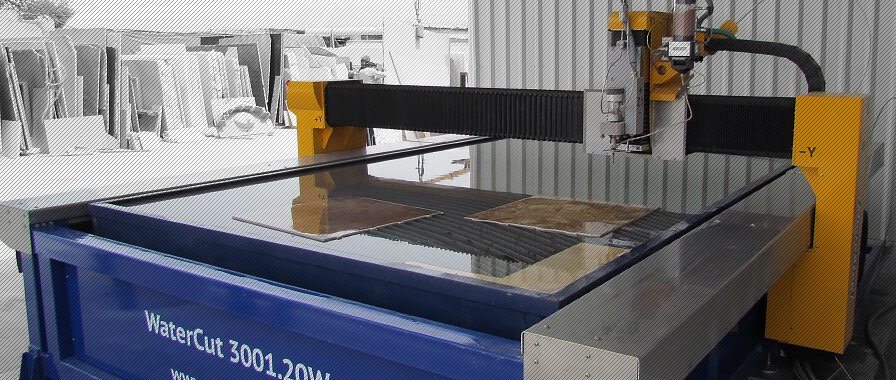 WaterCut Baureihe
WaterCut Baureihe
Die WaterCut ist eine hochpräzise, zuverlässige und kompakte Wasserstrahlschneidlösung, die den 2D-und auch 3D-Zuschnitt von nahezu allen Materialien ermöglicht – ohne diese thermisch zu beeinflussen.
-
 AquaCut
AquaCut
 AquaCut Baureihe
AquaCut Baureihe
Höchste Präzision ohne thermische Einwirkung: für diese Schneidanforderungen beinahe aller Materialien wurde die Wasserstrahlschneidanlage AquaCut entwickelt. Die Maschine kann mit einem 5-Achsen Wasserstrahlrotator ausgestattet oder auch mit einer Plasma- oder Bohreinheit kombiniert werden.
- ZubehörZubehör
Bei den für den Betrieb einer Schneidanlage notwendigen Peripherieanlagen empfehlen wir renommierte Hersteller, mit denen MicroStep eng zusammenarbeitet. Gerne sind wir Ihnen bei der Auswahl einer auf Ihre Bedürfnisse und Ihre Schneidanlage zugeschnittenen Lösung behilflich – sprechen Sie uns an, nutzen Sie unser Know-how!
- Hintergrundwissen
Wasserstrahlschneidanlagen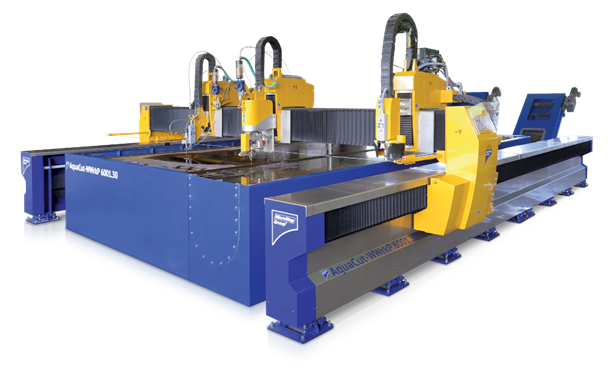 Hintergrundwissen - Wasserstrahlschneidmaschine
Hintergrundwissen - WasserstrahlschneidmaschineWasserstrahlschneidanlagen kommen dann zum Einsatz, wenn thermische Einflüsse auf das Material unerwünscht sind und höchste Präzision gefragt ist. Dabei überzeugen sie mit flexiblen Bearbeitungsoptionen für eine Vielzahl an Schneidaufgaben an unterschiedlichsten Materialien.
-
-
Abkantpressen
-
 eB ULTRA
eB ULTRA
 eB ULTRA Baureihe
eB ULTRA Baureihe
Die 100 % elektrische Abkantpresse der Baureihe eB ULTRA von MicroStep Europa und unserem Technologiepartner ACCURL ist wirtschaftlich in der Anschaffung und arbeitet genau und zuverlässig.

-
 EUROMASTER
EUROMASTER
 EUROMASTER Baureihe
EUROMASTER Baureihe
Wirtschaftlich, präzise und zuverlässig: Abkantpressen der Baureihe EUROMASTER von MicroStep Europa und unserem Technologiepartner ACCURL bieten bei überschaubaren Investitionskosten eine sehr große Flexibilität was zum Beispiel die Ausführung von Presskraft und Arbeitsbereich angeht. Eine Anlagenbaureihe, die sich darüber hinaus hervorragend automatisieren lässt!

- Hintergrundwissen
Abkantpressen Hintergrundwissen - Abkantpressen
Hintergrundwissen - AbkantpressenBiegetechnologie von MicroStep Industry bietet höchste Präzision und Prozesssicherheit, ist durchgehend mit hochwertigen Komponenten ausgestattet und nahezu vollständig automatisierbar.
-
-
Automation
-
 MSLoad, MSTower, MSSort
MSLoad, MSTower, MSSort
 MSLoad, MSTower, MSSort
MSLoad, MSTower, MSSort
Lösungen zur Be- und Entladung sowie Lagerung von Blechen bzw. Sortierung geschnittener Teile: Mit den MicroStep Technologien MSLoad, MSTower, MSSort automatisieren Sie Ihre Schneidsysteme und holen so das absolute Maximum aus Ihrer Anlage heraus.


-
 MSLoop
MSLoop
-
 MSFeed
MSFeed
-
 Digitalisierung
Digitalisierung Digitalisierung
Digitalisierung
Mit MicroStep-Anlagen sind Sie bereits heute bestens für die vernetzte Fertigung der Zukunft gerüstet. Unsere Experten beraten Sie gerne – Lassen Sie uns den Schritt in die Zukunft gemeinsam gehen!
- Hintergrundwissen
Automation Hintergrundwissen - Automationstechnologien
Hintergrundwissen - AutomationstechnologienAutomationstechnologien sind ein wichtiger Faktor, um Produktionsprozesse effizient zu gestalten. Mit geeigneten Materialhandlingsystemen lässt sich beispielsweise die Auslastung und im Ergebnis der Output einer Bearbeitungsmaschine maximieren.
-






 Your Partner for Cutting, Bending and Automation
Kontakt
Your Partner for Cutting, Bending and Automation
Kontakt
Wasserstrahlschneiden | Infos zur Wasserstrahltechnik
Das Wasserstrahlschneiden (engl. Waterjet cutting) ist eine Kaltschneidtechnologie. Mit Hilfe eines Wasserstrahls wird das Material ohne thermische Beeinflussung getrennt. Zum Einsatz kommt entweder gefiltertes Wasser oder es wird ein Abrasivmittel (z.B. Sand) beigefügt.

MicroStep kooperiert mit dem renommierten und führenden Hersteller von CAD-/CAM-Software für Wasserstrahlschneidanlagen. Anwender können somit beide Systeme gemeinsam nutzen.

Bei Wasserstrahlschneidsystemen setzt MicroStep auf das Zusammenspiel moderner und umweltverträglicher Lösungen.
Wasserstrahlschneiden Historie
Das Wasser durchbricht ganze Gebirgszüge, einzelne Tropfen höhlen massives Gestein aus. In der Natur stechen die Kraft und die Härte des Wassers seit Jahrtausenden hervor. Diese Kraft macht sich die Wasserstrahlschneidtechnik seit Anfang des 20. Jahrhunderts zunutze: erst zum Schürfen von Kies und Ton, in den 1930er Jahren zum Erz- und Kohleabbau mittels eines Hochdruckwasserstrahls. Der Flugzeugbauer Boeing sorgte in den 1960er Jahren schließlich für den entscheidenden Schritt, den Wasserstrahl als Schneidtechnik zu nutzen. 1971 wurde schließlich die erste Maschine zum Wasserstrahlschneiden gefertigt. Zum Einsatz kamen zu der Zeit überwiegend Druckübersetzer, die in ihren Hochdruckzylindern den Schneidstrahl erzeugten. Später wurden auch Kolbenpumpen verwendet, die mittels Direktantrieb den Strahl erzeugen. Der Start erfolgte mit dem sogenannten Reinwasserschneiden; so war die erste industrielle Anwendung das Schneiden von Einwegwindeln. Parallel wurde die Forschung vorangetrieben, mit verschiedenen Zusatzstoffen auch Metalle und Verbundwerkstoffe zu trennen. Die Zugabe von Abrasiv war der Durchbruch für das Verfahren Wasserstrahlschneiden. In den folgenden Jahrzehnten kam es jährlich zu zweistelligen Zuwachsraten bei den Maschinenverkäufen.
Vorteile vom Wasserstrahlschneiden
- Hohe Qualität der Schnittkanten
- Keine thermische Beeinflussung
- Vielseitig einsetzbar
- Verwendbar für sehr viele Materialien

Wasserstrahlschneidanlagen kommen dann zum Einsatz, wenn thermische Einflüsse auf das Material unerwünscht sind und höchste Präzision gefragt ist. Sie überzeugen mit flexiblen Bearbeitungsoptionen für eine Vielzahl an Schneidaufgaben.
Kann ich Ihnen helfen?
Ich stehe Ihnen bei Fragen gerne persönlich zur Seite:

Heinz Eichhorn
Verkaufsleiter Wasserstrahltechnik
Tel: +49 8247 96294 90
E-Mail: heinz.eichhorn@microstep.com
Wasserstrahltechnik
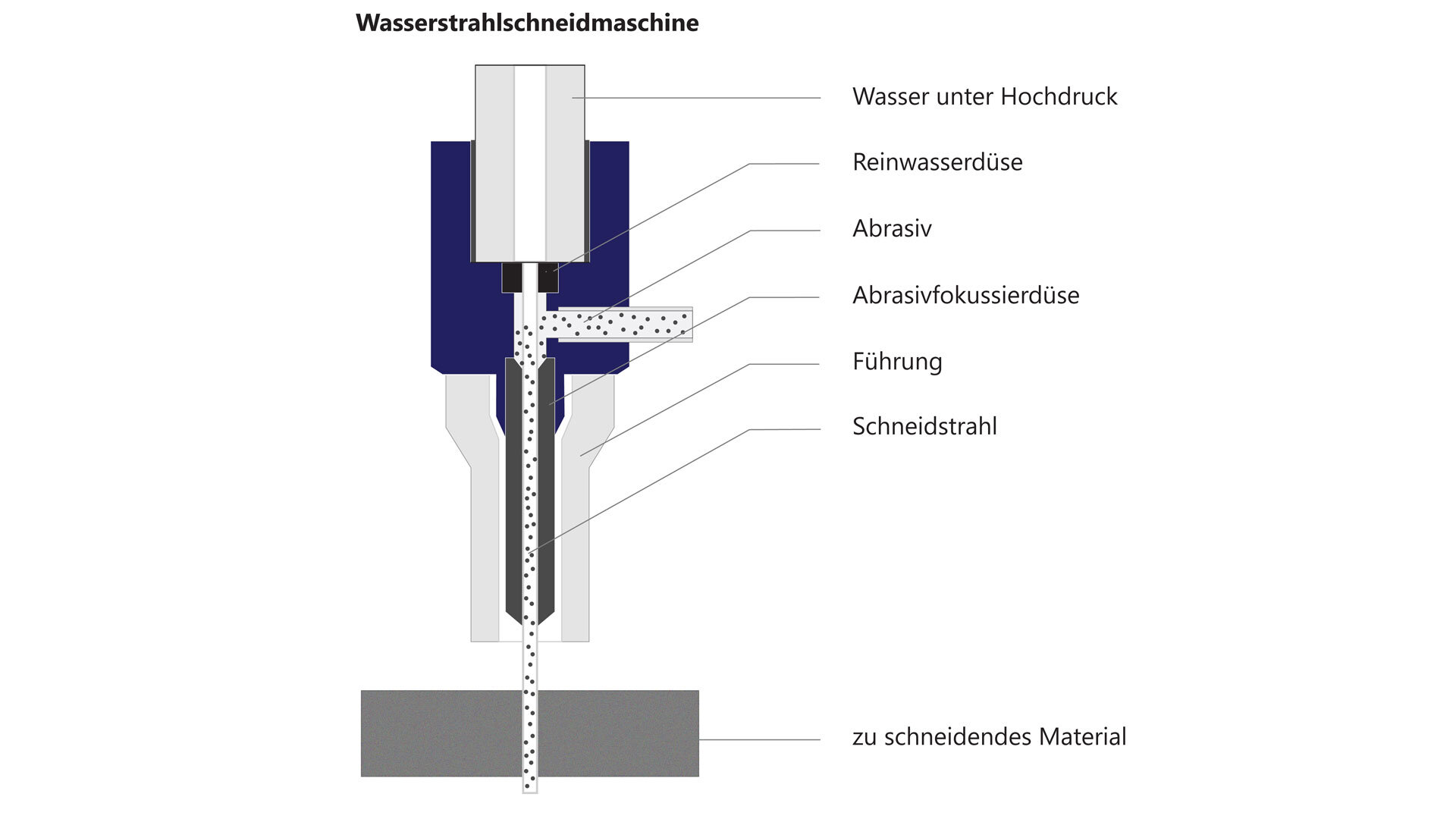 Schematische Darstellung von der Wasserstrahltechnik
Schematische Darstellung von der Wasserstrahltechnik
Aber schauen wir uns das heutige Verfahren genauer an: Eine Hochdruckpumpe sorgt dafür, dass der Wasserstrahl bei einer modernen Schneidmaschine auf bis zu 6.000 bar komprimiert und anschließend durch eine Düse gepresst wird. Dadurch erreicht der Strahl Austrittsgeschwindigkeiten von bis zu 1.200 m/s. Das entspricht etwa der vierfachen Schallgeschwindigkeit. Diese Strahlgeschwindigkeit und die Zugabe von Abrasiv erzeugt den Schneidstrahl für den Materialabtrag. In der Industrie und bei den Schneidbetrieben haben sich Drücke von 4.000 bar als idealer Kompromiss zwischen Leistung und Langlebigkeit etabliert. Heute arbeiten die Hersteller kontinuierlich an Konzepten zur Wasser- und Energieeinsparung. Dabei ist jedes Wasserstrahlschneidsystem für sich genommen ein Beitrag für die umweltschonende, moderne Fertigung. Da bei dieser Schneidtechnik nur Naturstoffe wie Wasser und Sand zum Einsatz kommen, entstehen weder giftige Gase noch Dämpfe. Die Abfälle der Bearbeitung, das Schmutzwasser und die gebrochenen Sandkörner sind für die Umwelt unkritisch und können dem Wertstoffkreislauf zugeführt werden.
Mit Wasserstrahl bearbeitete Bauteile
 Granit ausgeschnitten mit Wasserstrahltechnologie
Granit ausgeschnitten mit Wasserstrahltechnologie  2D-Schnittmuster einer Wasserstrahlschneidanlage mit Holz
2D-Schnittmuster einer Wasserstrahlschneidanlage mit Holz Mit Wasserstrahltechnologie zylindrische Löcher in Holz schneiden
Mit Wasserstrahltechnologie zylindrische Löcher in Holz schneiden Verschiedene Innen- und Außenkonturen mit einer Wasserstrahlschneidanlage
Verschiedene Innen- und Außenkonturen mit einer Wasserstrahlschneidanlage
Mit reinem Wasser oder zusätzlichen Abrasivstoffen
In der Industrie kommen überwiegend zwei Varianten der Wasserstrahltechnik zum Einsatz: das Reinwasserschneiden oder das Abrasivschneiden. Mikrowasserstrahlschneiden und Suspensionsstrahlschneiden sind Technologien, die ebenfalls mit abrasivem Wasserstrahl arbeiten; beim Plattenzuschnitt spielen diese beiden Technologien nur eine untergeordnete Rolle.
Das Reinwasserstrahlschneiden wird bei weichen Materialien eingesetzt. Der reine Wasserstrahl durchdringt mit einem Durchmesser von wenigen Zehntel Millimetern das Material wie mit einem Messer. Entgegen dem abrasiven Wasserstrahlschneiden wird hier kein Material aus der Schnittfuge herausgeschliffen, sondern lediglich ein feiner Schnitt erzeugt. Das Reinwasserschneiden wird zum Schneiden von Dichtungen, Gummi, Leder, Stoff und dünnen Kunststoffen eingesetzt. Metalle dagegen lassen sich damit lediglich in Form von hauchdünnen Folien schneiden. Für das Reinwasserschneiden benötigt man in der Regel eine sehr schnelle Maschine, da die Schnittgeschwindigkeiten wesentlich höher sind als beim Abrasivschneiden. Für die typischen Materialien, die mit Reinwasser geschnitten werden, sind außerdem zusätzliche Materialauflagen erforderlich, die das dünne und weiche Material beim Schneiden unterstützen. Hier haben sich Waben aus Aluminium, Edelstahl oder Polypropylen als sehr gute Lösung erwiesen. Bei der Anschaffung einer Wasserstrahlschneidmaschine sollte man die Möglichkeiten des Reinwasserschneidens in die Entscheidung mit einbeziehen. Nicht alle Maschinen sind aufgrund ihres Aufbaus und der erzielbaren Geschwindigkeiten für dieses Trennverfahren geeignet. Beim Reinwasserschneiden kann auf das Abrasivmedium verzichtet werden. Der Schneidkopf wird entsprechend umgerüstet, sodass auf das Fokussierrohr verzichtet werden kann und die Düse das letzte Element darstellt. Reinwasseranwendungen benötigen weniger Wasservolumen und oft auch niedrigeren Schneiddruck. Eine Maschine, bei der diese Möglichkeiten konstruktiv bereits berücksichtigt sind, kann bei Reinwasserschnitten die Betriebskosten mehr als halbieren.
Das Abrasivschneiden ist das meistgenutzte Verfahren im Bereich des Wasserstrahlschneidens. Der Düsendurchmesser, der Druck und das Schneidmittel beeinflussen die erzielbare Strahlleistung. Wie beim Reinwasserschneiden auch, wird hier ebenfalls der Wasserstrahl aus der Hochdruckpumpe mit Drücken bis zu 6.000 bar durch eine Saphir-, Rubin- oder Diamantdüse gedrückt. Jedoch trifft dieser Strahl nicht direkt auf das Werkstück, sondern er wird in einer keramischen Mischkammer mit einem Abrasiv vermischt. Das Abrasivmittel wird in diesem Schneidkopf über den Venturi Effekt eingesaugt und tritt – mit dem Wasser vermischt – aus einem Fokussierrohr aus. Dieses Fokussierrohr besteht aus extrem harten und verschleißfestem Wolframkarbid. Trotzdem wird durch den Abrasivstrahl selbst dieses Fokussierrohr nach einer gewissen Zeit ausgewaschen. Für moderne Schneidköpfe sind diese Fokussierrohre in unterschiedlichen Durchmessern, Längen und Qualitäten verfügbar, sodass der Anwender die für sich wirtschaftlichste Lösung auswählen kann. Auf dem Markt gibt es auch Schneidköpfe, bei denen die beiden Verschleißkomponenten Düse und Mischkammer fest verbaut sind. Diese Köpfe sind im Betrieb teurer, da sie komplett ausgetauscht werden müssen, sobald eine der Komponenten verschlissen ist. Das verwendete Abrasiv ist in der Regel Granatsand oder ein ähnlich hartes, gemahlenes Gestein. Das Abrasiv gibt es ebenfalls in unterschiedlichen Qualitäten und Körnungen. Die Körnung 80 mesh hat sich in der Branche als Standard durchgesetzt. Diese Körnung ist in Bezug auf Schneidleistung und Oberflächenqualität zur Zeit der beste Kompromiss. Für Anwendungen im Glas- oder Kunststoffbereich wird oft auch 120 mesh eingesetzt, um die Oberflächenqualität zu verbessern und damit seidenglatte Schnittflächen zu erzeugen. Beim Mikrowasserstrahlschneiden (Microcutting / Microwaterjet) wird sogar mit Körnungen von 300-400 mesh gearbeitet. Dieses Abrasivmaterial erzeugt beim Schnitt eine optimale Qualität und reduziert die Oberflächenrauhigkeit; ist dafür allerdings sehr teuer. In Einzelfällen können auch andere Abrasive wie Salze, Quarz oder Granat/Korund-Gemische eingesetzt werden. Hierbei ist jedoch einiges zu beachten. Um Sonderanwendungen bestmöglich durchzuführen ist eine fachkundige Beratung bei erfahrenen Wasserstrahltechnikern empfehlenswert.
Schneidbereich
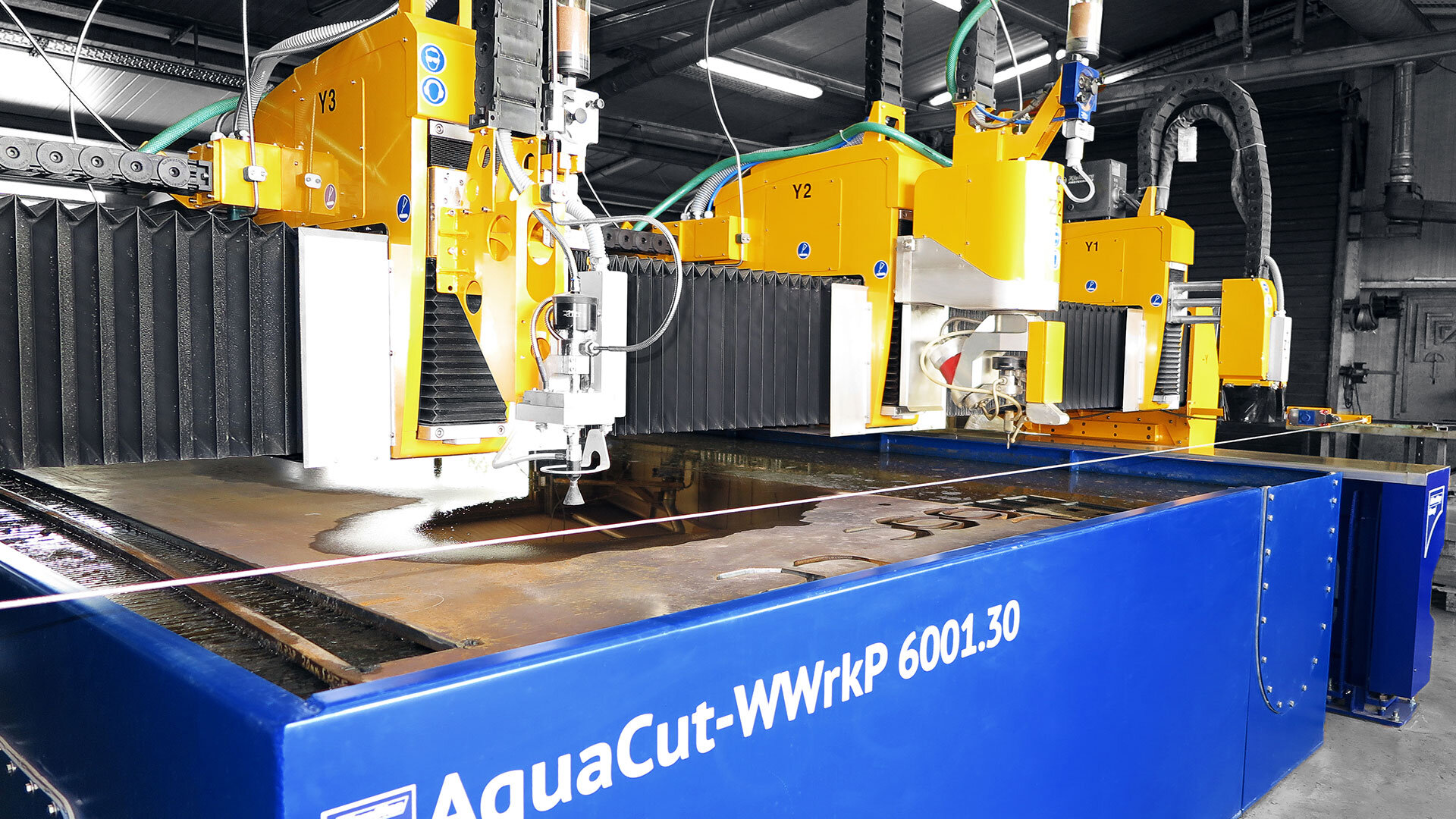
 Schneidkopf beim Wassertrahlschneiden
Schneidkopf beim Wassertrahlschneiden
Der Hauptanwendungsbereich des Abrasivstrahlschneidens sind Metalle, Natursteine, Keramiken oder Verbundwerkstoffe. Mit dem abrasiven Wasserstrahl kann aber so gut wie jedes Material geschnitten werden und zwar ohne, dass sich – im Gegensatz zum Brennschneiden oder Laserschneiden – das Werkstück erwärmt und in den Wärmeeinflusszonen das Materialgefüge verändert wird. Da die Temperaturen in der Schnittzone nur bei rund 50 °C liegen, zählt dieses Schneidverfahren zu den Kaltschneideprozessen. Dort, wo keine Gefügeveränderungen an den Schnittkanten erwünscht sind, kommt das Wasserstrahlschneiden zum Einsatz. Zudem ist es möglich, beliebige Konturen zu schneiden und an jeder Stelle der Materialoberfläche zu beginnen und zu enden. Es ist sogar problemlos möglich, eine gehärtete Stahlplatte mit dem abrasiven Wasserstrahl anzubohren und zu schneiden. Ein Startloch zu bohren oder zu erodieren, ist nicht nötig. Für den Wasserstrahl ist die Oberfläche des Werkstückes uninteressant. Eine Stahlplatte kann selbst dann sauber und exakt geschnitten werden, wenn die Oberfläche korrodiert, verschmutzt oder verzundert ist. Lediglich der Düsenabstand muss während des Wasserstrahlschneidens eingehalten werden. Andererseits können auch polierte Edelstahlbleche oder Spiegel geschnitten werden, ohne dass die optische Reflektion einen Einfluss auf den Prozess hätte.
Das Wasserstrahlschneiden wird fälschlicherweise oft als langsames und schmutziges Trennverfahren wahrgenommen. In der Realität sieht es anders aus. Moderne Systeme bieten die Möglichkeit den Wasserstand anzuheben und das Material während des Schneidprozesses zu fluten. Bei Schnitten unter der Wasseroberfläche, reduziert sich die Verschmutzung der Maschine und der Umgebung drastisch. Auch die Geräuschbelastung sinkt merklich – ohne dabei die Produktivität negativ zu beeinflussen.
Kostenloses MicroStep White Paper
Über 80 Seiten mit exklusiven Erfahrungsberichten und weiterem praktischem Wissen über Wasserstrahlschneiden
Jetzt herunterladen
Erhalten Sie exklusives Expertenwissen zu:
- Welche Vorteile bringt das Schneiden unter Wasser?
- Wie wird der Abrasivsand zugeführt und dosiert?
- Wie setzen sich die Betriebskosten zusammen?
- Und vieles mehr …
Anwendungsbereich vom Wasserstrahlschneiden
Wasserstrahlschneidanlagen sind Maschinen für jedes Material, jede Dicke und jede Kontur. Sie punkten mit der größten Bandbreite an Einsatzmöglichkeiten, mit Präzision und selbstverständlich den Vorteilen des kalten Trennverfahrens. Spielt der thermische Eintrag keine Rolle und sind für Laser-, Plasma- und Autogenschneidanlagen taugliche Materialien zu schneiden, dann haben diese Schneidverfahren im Vergleich zur Wasserstrahltechnologie die Nase vorn. Sie sind dann deutlich schneller und somit wirtschaftlicher. Bei dünnen Blechen sind das Laserschneiden und das Plasmaschneiden klar im Vorteil. Bei extrem dicken Blechen ist das autogene Brennschneiden die schnellere Alternative. Der Bereich, in dem das Wasserstrahlschneiden die höhere Wirtschaftlichkeit bietet, lässt sich rechnerisch genau bestimmen. Allerdings ist dieser Vergleich eben auf die Materialien begrenzt, die auch von den thermischen Verfahren geschnitten werden können.
Die Konturgenauigkeit hat in den letzten Jahren eine deutliche Steigerung erfahren. Da beim abrasiven Wasserstrahlschneiden bei steigender Vorschubgeschwindigkeit nicht nur die Riefenbildung, sondern vor allem die Konizität des Schnittspalts deutlich zunimmt, wurden Strategien zum dynamischen Winkelfehlerausgleich entwickelt. Mittlerweile sind die Patente dazu ausgelaufen und man kann auf fast jeder Wasserstrahlschneidmaschine mit 3D-Schneidkopf auch den Winkelfehler über die Software kompensieren. Die Maßhaltigkeit und die geringe Winkelabweichung bleibt auch bei höheren Schneidgeschwindigkeiten erhalten.
Eine moderne Wasserstrahlschneidmaschine bietet zudem eine Reihe von Technologieoptionen zum Fasenschneiden, Bohren, Gewinden und Senken und ermöglicht zudem die Integration von Supporten zum Plasmaschneiden. Mit dieser Technologiekombination werden die Stärken der unterschiedlichen Schneidverfahren vereint und es entsteht ein wertvoller Helfer im Maschinenpark, der Unternehmen eine hochproduktive Anlage für unterschiedlichste Anwendungsfälle beschert.
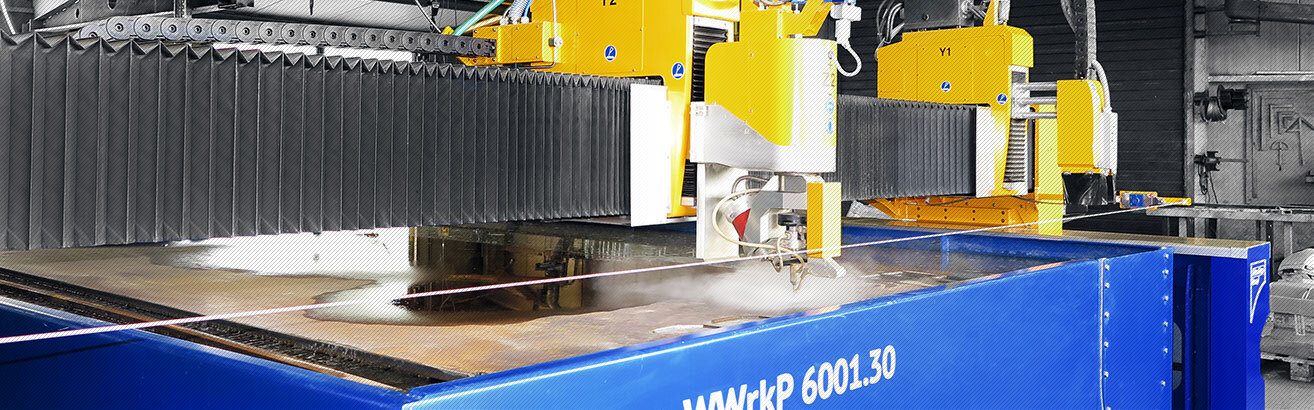
 Wasserstrahlschneiden mit einer MicroStep Wasserstrahlschneidmaschine AquaCut
Wasserstrahlschneiden mit einer MicroStep Wasserstrahlschneidmaschine AquaCut
ERLEBEN SIE UNSERE ANLAGEN LIVE
im CompetenceCenter Süd oder Nord
- Alle vier Schneidtechnologien (Laser, Plasma, Autogen, Wasserstrahl)
- Innovative Automationssysteme
- Neuste Lösungen zum Biegen und Entgraten
- Industrie 4.0 Demofabrik
- Gut zu erreichen: im Süden und Norden Deutschlands

FAQ: Wir beantworten Ihre Fragen zum Wasserstrahlschneiden
Wie funktioniert CNC-Wasserstrahlschneiden?
Eine Ultrahochdruckpumpe erzeugt einen Wasserstrahl mit einem Druck von bis zu 6.000 bar. Dieser Wasserstrahl wird durch eine Diamant- oder Saphirdüse geleitet und mit Granatsand vermischt. Der dadurch entstandene abrasive Wasserstrahl durchdringt nahezu jedes Material. Eine CNC-Maschine bewegt den Strahl durch das Werkstück.
Welche Materialien können mit Wasserstrahlschneiden bearbeitet werden?
Eine Wasserstrahlschneidmaschine kann nahezu jedes Material schneiden. In der industriellen Anwendung werden Stähle jeglicher Art und Legierungen, alle Nichteisenmetalle, Granit, Keramik, Glas und Kunststoffe geschnitten. Mit dem reinen Wasserstrahl werden auch Stoffe, Leder, Gummi und Dichtungen aller Art geschnitten.
Wie dick darf das Material beim Wasserstrahlschneiden sein?
Man kann grundsätzlich auch Materialstärken bis 500 mm Dicke schneiden. Die Schneidzeit ist jedoch umso länger, je dicker das Material ist. Sinnvoll schneiden lassen sich Stahl bis etwa 80 mm und Aluminium bis etwa 120 mm, Granit bis 100 mm und Keramik bis ca. 30 mm.
Kann man mit Wasserstrahlschneiden alle Materialien trennen?
Mit dem reinen Wasserstrahl werden weiche Materialien wie Gummi, Leder und Teppiche geschnitten. Mit dem abrasiven Wasserstrahl kann man fast jedes Material schneiden. In der Praxis werden überwiegend Stähle, Edelstähle, Nichteisenmetalle, Fliesen, Küchenarbeitsplatten, Glas und Kunststoffe geschnitten.
Wasserstrahlschneiden von Holz?
Holz eignet sich sehr gut für das Wasserstrahlschneiden. Speziell im Möbelbau, wo feine Konturen geschnitten werden müssen, ist das Wasserstrahlschneiden eine weit verbreitete Technologie. Die Feuchtigkeit spielt dabei kaum eine Rolle, da das Wasser an der Schnittkante nur wenige Millimeter ins Material dringt und dort sehr schnell wieder trocknet.
Wird beim Wasserstrahlschneiden nur mit Wasser geschnitten oder ist da etwas anderes mit drin?
Man schneidet weiche Materialien wie Leder, Gummi, Teppich oder Dichtungspapier mit dem reinen Wasserstrahl. Für harte und spröde Materialien, Metalle, Glas und Kunststoffe wird dem Wasser ein abrasives Schneidmittel zugemischt. Hier wird überwiegend Granatsand verwendet, es sind aber auch in Einzelfällen andere abrasive Materialien möglich.
Was ist abrasives Wasserstrahlschneiden?
Im Gegensatz zum Reinwasserschneiden, wird beim abrasiven Wasserstrahlschneiden zusätzlich ein Abrasivsand eingesetzt. Ein reiner Wasserstrahl trennt das weiche Material durch, wie mit einem Cuttermesser. Das Material wird gestaucht und durchgetrennt. Ein abrasiver Wasserstrahl arbeitet wie eine Schleifscheibe. Das Material in der Schneidfuge wird herausgeschliffen.
Wasserstrahlschneiden: Ist Restfeuchte im Prozess relevant?
Bei Materialien mit glatter Oberfläche ist Restfeuchte kein Problem. Das Bauteil wird mit Druckluft abgeblasen. Hygroskopische Materialien wie Holz, offenporige Schaumstoffe und Textilien sollten getrocknet werden. In der Praxis werden dazu Gebläsetrockner eingesetzt. Entscheidend ist nicht die Temperatur, sondern die Luftmenge.
Ist mit einer Wasserstrahlschneidanlage eine Schweißnahtvorbereitung möglich?
Ja, mit einer Wasserstrahlschneidmaschine sind alle gängigen Arten der Schweißnahtvorbereitung möglich, sofern die Maschine mit einem 3D-Kopf ausgestattet ist.
Was versteht man unter Wasserstrahlschneiden und was sind die Vorteile dieser Technologie?
Wasserstrahlschneiden ist ein kaltschneidendes Verfahren. Das hat den Vorteil, dass beim Schneiden keine Gefügeveränderung an der Schnittlinie entsteht. Eine gehärtete Stahlplatte kann geschnitten werden, ohne dass die Schneidkante ihre Härte verliert. Mit dem Wasserstrahl kann jedes Material geschnitten werden und die Maschine muss nicht umgerüstet werden, um Stahl, Kunststoff oder Glas abwechselnd zu schneiden.
Welche Vorteile hat Wasserstrahlschneiden gegenüber Plasma- / Autogen-Brennschneiden?
Plasma- und Brennschneiden beschränkt sich auf einige wenige Metalle. Wasserstrahlschneiden funktioniert mit fast jedem Material. Die Oberfläche ist leicht rau, aber durch den nicht vorhandenen Wärmeeintrag gibt es keine Verfärbungen an der Schnittkante und die Konturgenauigkeit ist viel besser.
Warum sollte ich das Wasserstrahlschneiden verwenden, anstatt die Laser-Technik?
Wasserstrahlschneiden ist im Gegensatz zum Laserschneiden nicht an bestimmte Materialien gebunden, sondern es ist universell einsetzbar. In Stahl, Edelstahl und Aluminium ist das Wasserstrahlschneiden ab einer bestimmten Materialdicke wirtschaftlicher als der Laser. Mit dem abrasiven Wasserstrahl können dünne Bleche im Paket geschnitten werden. Das ist mit dem Laser nicht möglich.
Ist Wasserstrahlschneiden eine Alternative zum Laserschneiden?
Das ist eine Frage der Wirtschaftlichkeit. Bei dünnem Stahl oder Edelstahlblechen und sehr großen Stückzahlen, ist der Laser im Vorteil. Je dicker das Material, desto wirtschaftlicher wird das Wasserstrahlschneiden. Da der Laser auf wenige Metalle beschränkt ist und das Wasserstrahlschneiden für nahezu jedes Material geeignet ist, ist die Wasserstrahlschneidmaschine für jeden eine Alternative, der einen Laser nicht voll auslasten kann.
Welche Genauigkeiten können mit Wasserstrahlschneiden erzeugt werden und wie sieht die geschnittene Fläche aus?
Die erzielbaren Genauigkeiten liegen je nach Ausstattung der Maschine im niedrigen Zehntelbereich bis hin zum Bereich weniger Hundertstel Millimeter. Die Oberfläche ist leicht rau bis seidenmatt, je nach Geschwindigkeit und Körnung der Abrasivmittel. Es gibt an der Schnittkante keine Verfärbungen wie bei thermischen Trennverfahren.
Gibt es beim Wasserstrahlschneiden nur Standardverfahren, oder können Kundenwünsche berücksichtigt werden?
Es gibt vielfältige Möglichkeiten, den Schneidprozess auf den Kundenwunsch anzupassen. Es können Drücke, Abrasivmedien und viele andere Parameter den Bedürfnissen des Kunden angepasst werden. Das CNC-Führungssystem, die Ultrahochdruckpumpe, der Schneidtisch sowie die Schneidkopftechnologie werden nach Kundenwunsch konfiguriert.
 Heinz Eichhorn
Heinz Eichhorn
ist Verkaufsleiter Wasserstrahltechnik bei MicroStep Europa. Der Maschinenbauingenieur lebt für die Wasserstrahlschneidtechnologie und deren gesamten Peripherie. Er verfügt mit mehr als 20 Jahren Erfahrung in Vertrieb und Entwicklung von CNC-Wasserstrahlschneidanlagen über ein umfangreiches Know-how im Bereich Wasserstrahltechnik. Heinz Eichhorn begeistert sich dafür, Kunden die ideale Lösung und optimale Parameter an die Hand zu geben – für dauerhaft, bestmögliche Ergebnisse.











© 2024 Copyright & Page Design by MicroStep Europa - Alle Rechte vorbehalten.
