- Laserschneidanlagen
-
 MSE SmartFL
MSE SmartFL
 MSE SmartFL
MSE SmartFL
Die Faserlaserschneidanlage MSE SmartFL von MicroStep Europa und unserem Technologiepartner ACCURL ist ein leistungsstarkes und gleichzeitig preiswertes System für qualitativ hochwertiges 2D-Laserschneiden. Die Baureihe ist in Bearbeitungsflächen von 1.500 x 3.000 bis hin zu 2.500 x 12.000 mm erhältlich und kann mit Laserquellen mit einer Leistung von bis zu 30 kW ausgestattet werden.



-
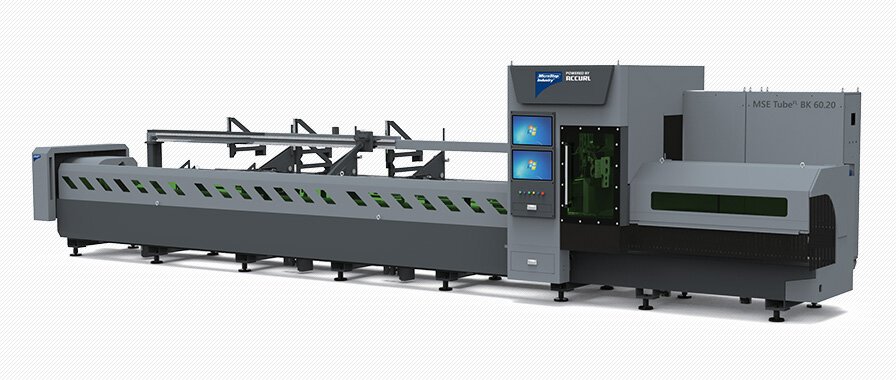
 MSE TubeFL
MSE TubeFL
 MSE TubeFL
MSE TubeFL
Die Faserlaserschneidanlage MSE TubeFL von MicroStep Europa und unserem Technologiepartner ACCURL ist ein prozesssicheres System für qualitativ hochwertiges und schnelles 2D- und 3D-Laserschneiden von Rohren, Profilen und Trägern. Je nach Ausführung ist ein extrem hoher Automationsgrad und eine Leistung von bis zu 12 kW möglich. So können feinste Konturen und Durchbrüche sowie exakte Fasenschnitte realisiert werden.






-
 MSF Compact
MSF Compact
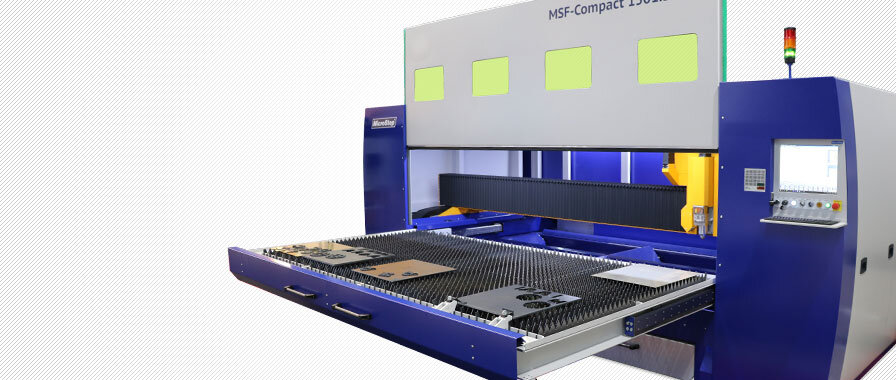 MSF Compact Baureihe
MSF Compact Baureihe
Der MSF Compact vereint präzises 2D-Laserschneiden mit kompaktem Design. Die Baureihe ist in Bearbeitungsflächen von 1.000 x 2.000 mm, 1.250 x 2.500 mm und 1.500 x 3.000 mm erhältlich und überzeugt vor allem durch einen geringen Platzbedarf bei gewohnt hoher Schnittqualität. Ein manuell herausziehbarer Schneidtisch ermöglicht dabei ein einfaches und unkompliziertes Be- und Entladen.
-
 MSF Cut
MSF Cut
 MSF Cut
MSF Cut
Die zuverlässige Faserlaserschneidmaschine für hochpräzise 2D-Schneidanwendungen steht in drei Anlagenformaten mit Laserquellen bis zu 15 kW zur Wahl – inklusive serienmäßig enthaltenem automatischem Wechseltischsystem. Die MSF Cut ist ein leistungsstarke Produktionshelfer, um alle Standardaufgaben der Faserlasertechnologie in hochproduktiver und hochwertiger Ausführung zu erfüllen. Optional kann die Laserschneidanlage weiter automatisiert werden durch MicroSteps Materialhandlingsysteme MSLoad, MSSort und MSTower.
-
 MSF Pro
MSF Pro
 MSF Pro Baureihe
MSF Pro Baureihe
Highspeed und Flexibilität in 3D: der präzise Allrounder MSF Pro ist eine Weltneuheit in Sachen Multifunktionalität. Kein anderes Lasersystem bietet zur Blechbearbeitung ein solches Maß an Fertigungstiefe. Optional lassen sich auch Rohre und Profile schneiden.






-
 MSF Max
MSF Max
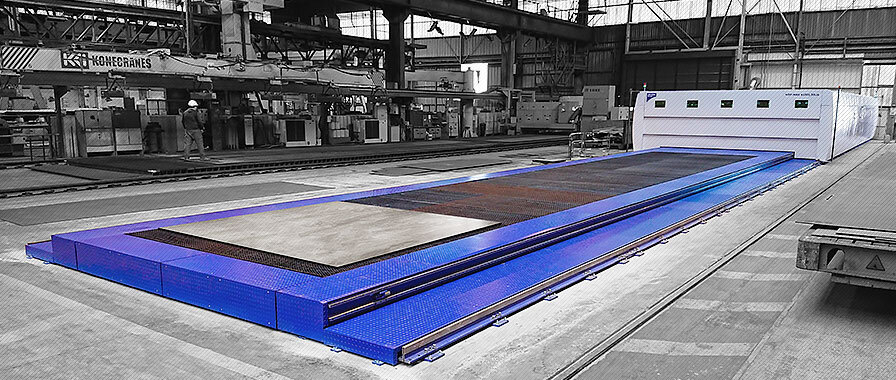 MSF Max Baureihe
MSF Max Baureihe
Der MSF Max ist der Gigant unter den Faserlaserschneidlösungen. Entwickelt zur Bearbeitung von großformatigen Blechen für den Schiffsbau ermöglicht er die präzise 3D-Highspeedbearbeitung von Flachmaterial. Dank mitfahrender Sicherheitskabine steht eine Arbeitsfläche von bis zu 50 m Länge und 6 m Breite zur Verfügung.
-
 MSF Pipe
MSF Pipe
 MSF Pipe Baureihe
MSF Pipe Baureihe
Ein echter Experte für Rohre und Profile: Für die prozesssichere, hochpräzise und schnelle 2D- und 3D-Bearbeitung von Rohren und Profilen mittels Faserlaser hat MicroStep den MSF Pipe entwickelt. Das System verfügt dabei über einen extrem hohen Automationsgrad. Auch die Be- und Entladung sowie die Sortierung geschnittener Teile kann automatisiert werden.
 Zubehör
Zubehör Zubehör
ZubehörBei den für den Betrieb einer Schneidanlage notwendigen Peripherieanlagen empfehlen wir renommierte Hersteller, mit denen MicroStep eng zusammenarbeitet. Gerne sind wir Ihnen bei der Auswahl einer auf Ihre Bedürfnisse und Ihre Schneidanlage zugeschnittenen Lösung behilflich – sprechen Sie uns an, nutzen Sie unser Know-how!
- Hintergrundwissen
Laserschneidanlagen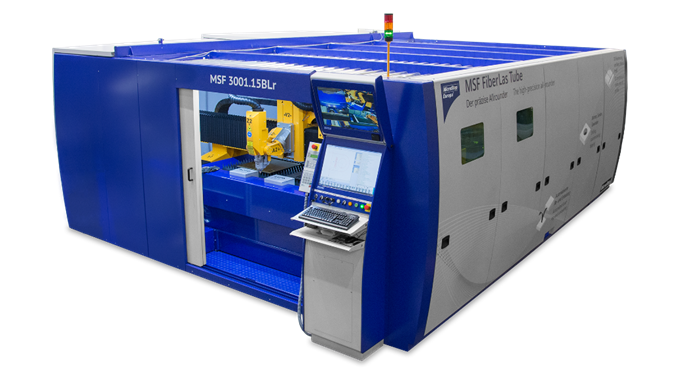 Hintergrundwissen - Laserschneidmaschinen
Hintergrundwissen - LaserschneidmaschinenLaserschneidmaschinen sind die passende Lösung, wenn es um präzisen Zuschnitt bei minimalem Zeitaufwand geht. Hochmoderne Laserschneidanlagen vereinen Präzision, Geschwindigkeit und höchste Multifunktionalität.
-
-
Plasmaschneidanlagen
-
 MasterCut Compact
MasterCut Compact
 MasterCut Compact
MasterCut Compact
Kompakt, flexibel und vielseitig: die MasterCut Compact gibt es im Gesamtpaket mit Plasmaquelle und Filteranlage. Das Schneidsystem steht für hervorragende Schnittqualität beim Plasmaschneiden und ist auch mit Fasenschneidkopf zur Schweißnahtvorbereitung erhältlich.
-
 MasterCut
MasterCut
 Die MasterCut Baureihe
Die MasterCut Baureihe
Die MasterCut Baureihe ist ein flexibles und robustes 3D-Schneidsystem für nahezu jede Schneidaufgabe. Sie ermöglicht technologieübergreifende Arbeitsprozesse (Flachbett, Rohr- & Profilbearbeitung, Autogen, Beschriften) und besticht durch absolute Zuverlässigkeit auch im Dreischichtbetrieb.
-
 MG
MG
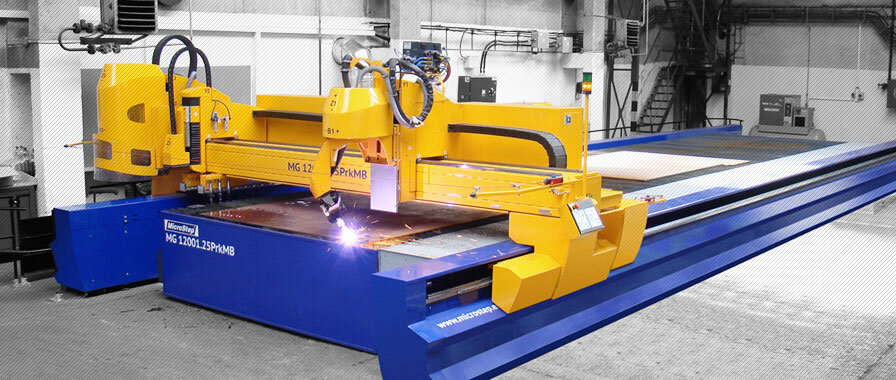 MG Baureihe
MG Baureihe
Das Top-Produkt unter den MicroStep-Schneidanlagen. Sie ist für den dauerhaften Einsatz in der Industrie gebaut und erfüllt höchste Anforderungen an Präzision, Leistung und Bedienbarkeit. Die Baureihe MG ist der Alleskönner von MicroStep und Vorreiter der Branche in Sachen Multifunktionalität und Prozesssicherheit.

-
 DRM
DRM
 Die DRM Baureihe
Die DRM Baureihe
Die DRM Baureihe ist der starke Spezialist und dank enormer Fertigungstiefe die Schneidlösung für nahezu jede Aufgabe. Die Plasmaschneidanlage ermöglicht die 3D-Bearbeitung an Blechen, Rohren, Profilen & Behälterböden mit außergewöhnlichen Ausmaßen.

-
 CombiCut
CombiCut
 CombiCut Baureihe
CombiCut Baureihe
Die passende Lösung für alle Temperaturbereiche und Umgebungsvariablen stellt die CombiCut Baureihe dar. Vielfältigste Technologien (Mehrbrennerbetrieb, Fasenschneiden, Bohren, Markieren) können an diesem extrem widerstandsfähigen System kombiniert werden.
-
 DS
DS
 DS Baureihe
DS Baureihe
Die DS Baureihe ist eine automatische zeit- und kosteneffiziente Prozessstraße zur Bearbeitung von Blechen und Profilen. Sie wurde entwickelt, um an Flachmaterial sowie an quadratischen oder rechteckigen Profilen hocheffiziente Bohrungen und Gewinde anbringen und mittels Plasmatechnologie oder Autogentechnologie schneiden zu können.
-
 CPCut & PipeCut
CPCut & PipeCut
 CPCut & PipeCut Baureihe
CPCut & PipeCut Baureihe
Die Schneidlösung für Rohre und Profile wurde für Werkstücke mit großen Durchmessern und Längen entwickelt. Die CPCut & PipeCut Baureihe ermöglicht die 3D-Bearbeitung von Rohren und allen gängigen Profilformen mit Stückgewichten bis 12 Tonnen und kann auch mit mehreren Brennern (Plasma, Autogen) ausgestattet werden.
-
 ProfileCut
ProfileCut
 ProfileCut Baureihe
ProfileCut Baureihe
Die ProfileCut Baureihe ist ein wahrer Allrounder der Trägerbearbeitung. Dank ihrer robusten Bauweise und der großzügigen Bearbeitungsfläche ist die 3D Profil- & Trägerbearbeitung bis 1.000 mm Höhe und 24 m Länge möglich. Der Einsatz des 120°-Fasenschneidkopfs oder eines Bohrsupports garantiert volle Flexibilität.
- ZubehörZubehör
Bei den für den Betrieb einer Schneidanlage notwendigen Peripherieanlagen empfehlen wir renommierte Hersteller, mit denen MicroStep eng zusammenarbeitet. Gerne sind wir Ihnen bei der Auswahl einer auf Ihre Bedürfnisse und Ihre Schneidanlage zugeschnittenen Lösung behilflich – sprechen Sie uns an, nutzen Sie unser Know-how!
- Hintergrundwissen
Plasmaschneidanlagen Hintergrundwissen - Plasmaschneidanlagen
Hintergrundwissen - PlasmaschneidanlagenCNC-Plasmaschneidanlagen überzeugen mit wirtschaftlichen und präzisen Schnitten und sind vor allem bei mittleren Materialstärken konkurrenzlos. Moderne Plasmaschneidmaschinen vereinen Effizienz, dauerhafte Leistungsfähigkeit und Multifunktionalität.
-
-
Brennschneidanlagen
-
 EasyCut
EasyCut
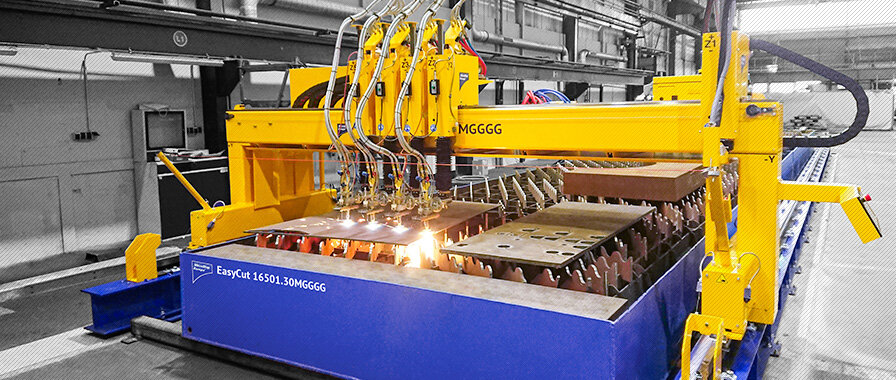 EasyCut Baureihe
EasyCut Baureihe
Für modernes Autogenschneiden auf höchstem Niveau steht die EasyCut Baureihe. Sie ist die ideale Anlage für präzise und kostengünstige Autogenschnitte bis 300 mm und besticht mit einer robusten, einfachen und wartungsfreundlichen Konstruktion.
-
CombiCut
CombiCut Baureihe
Die passende Lösung für alle Temperaturbereiche und Umgebungsvariablen stellt die CombiCut Baureihe dar. Vielfältigste Technologien (Mehrbrennerbetrieb, Fasenschneiden, Bohren, Markieren) können an diesem extrem widerstandsfähigen System kombiniert werden.
- ZubehörZubehör
Bei den für den Betrieb einer Schneidanlage notwendigen Peripherieanlagen empfehlen wir renommierte Hersteller, mit denen MicroStep eng zusammenarbeitet. Gerne sind wir Ihnen bei der Auswahl einer auf Ihre Bedürfnisse und Ihre Schneidanlage zugeschnittenen Lösung behilflich – sprechen Sie uns an, nutzen Sie unser Know-how!
- Hintergrundwissen
Brennschneidanlagen Hintergrundwissen - Brennschneidanlagen
Hintergrundwissen - BrennschneidanlagenBrennschneidmaschinen überzeugen durch robusten Aufbau, Präzision und Leistungsstärke bei großen Materialstärken.
-
-
Wasserstrahlschneidanlagen
-
 WaterCut
WaterCut
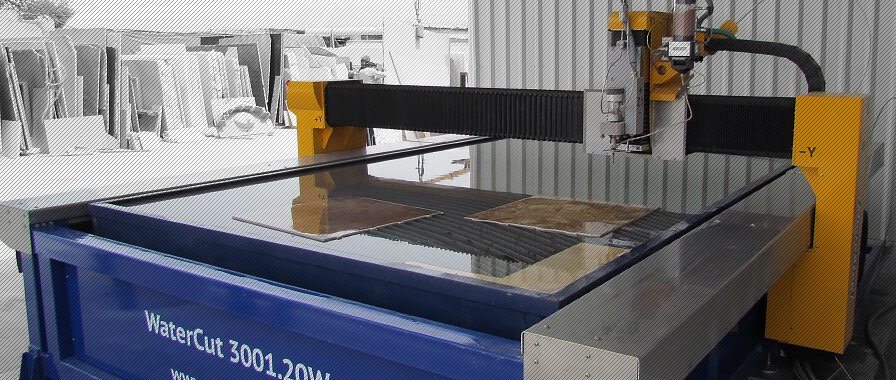 WaterCut Baureihe
WaterCut Baureihe
Die WaterCut ist eine hochpräzise, zuverlässige und kompakte Wasserstrahlschneidlösung, die den 2D-und auch 3D-Zuschnitt von nahezu allen Materialien ermöglicht – ohne diese thermisch zu beeinflussen.
-
 AquaCut
AquaCut
 AquaCut Baureihe
AquaCut Baureihe
Höchste Präzision ohne thermische Einwirkung: für diese Schneidanforderungen beinahe aller Materialien wurde die Wasserstrahlschneidanlage AquaCut entwickelt. Die Maschine kann mit einem 5-Achsen Wasserstrahlrotator ausgestattet oder auch mit einer Plasma- oder Bohreinheit kombiniert werden.
- ZubehörZubehör
Bei den für den Betrieb einer Schneidanlage notwendigen Peripherieanlagen empfehlen wir renommierte Hersteller, mit denen MicroStep eng zusammenarbeitet. Gerne sind wir Ihnen bei der Auswahl einer auf Ihre Bedürfnisse und Ihre Schneidanlage zugeschnittenen Lösung behilflich – sprechen Sie uns an, nutzen Sie unser Know-how!
- Hintergrundwissen
Wasserstrahlschneidanlagen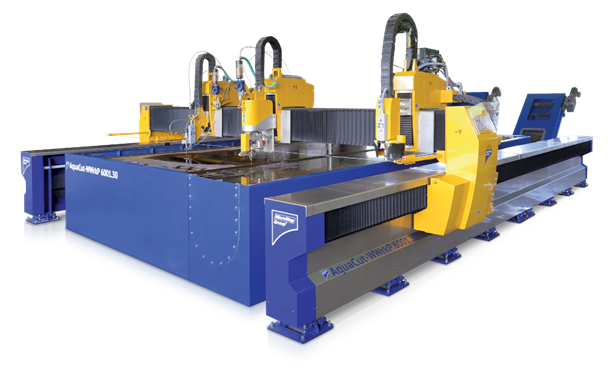 Hintergrundwissen - Wasserstrahlschneidmaschine
Hintergrundwissen - WasserstrahlschneidmaschineWasserstrahlschneidanlagen kommen dann zum Einsatz, wenn thermische Einflüsse auf das Material unerwünscht sind und höchste Präzision gefragt ist. Dabei überzeugen sie mit flexiblen Bearbeitungsoptionen für eine Vielzahl an Schneidaufgaben an unterschiedlichsten Materialien.
-
-
Abkantpressen
-
 eB ULTRA
eB ULTRA
 eB ULTRA Baureihe
eB ULTRA Baureihe
Die 100 % elektrische Abkantpresse der Baureihe eB ULTRA von MicroStep Europa und unserem Technologiepartner ACCURL ist wirtschaftlich in der Anschaffung und arbeitet genau und zuverlässig.

-
 EUROMASTER
EUROMASTER
 EUROMASTER Baureihe
EUROMASTER Baureihe
Wirtschaftlich, präzise und zuverlässig: Abkantpressen der Baureihe EUROMASTER von MicroStep Europa und unserem Technologiepartner ACCURL bieten bei überschaubaren Investitionskosten eine sehr große Flexibilität was zum Beispiel die Ausführung von Presskraft und Arbeitsbereich angeht. Eine Anlagenbaureihe, die sich darüber hinaus hervorragend automatisieren lässt!

- Hintergrundwissen
Abkantpressen Hintergrundwissen - Abkantpressen
Hintergrundwissen - AbkantpressenBiegetechnologie von MicroStep Industry bietet höchste Präzision und Prozesssicherheit, ist durchgehend mit hochwertigen Komponenten ausgestattet und nahezu vollständig automatisierbar.
-
-
Automation
-
 MSLoad, MSTower, MSSort
MSLoad, MSTower, MSSort
 MSLoad, MSTower, MSSort
MSLoad, MSTower, MSSort
Lösungen zur Be- und Entladung sowie Lagerung von Blechen bzw. Sortierung geschnittener Teile: Mit den MicroStep Technologien MSLoad, MSTower, MSSort automatisieren Sie Ihre Schneidsysteme und holen so das absolute Maximum aus Ihrer Anlage heraus.


-
 MSLoop
MSLoop
-
 MSFeed
MSFeed
-
 Digitalisierung
Digitalisierung Digitalisierung
Digitalisierung
Mit MicroStep-Anlagen sind Sie bereits heute bestens für die vernetzte Fertigung der Zukunft gerüstet. Unsere Experten beraten Sie gerne – Lassen Sie uns den Schritt in die Zukunft gemeinsam gehen!
- Hintergrundwissen
Automation Hintergrundwissen - Automationstechnologien
Hintergrundwissen - AutomationstechnologienAutomationstechnologien sind ein wichtiger Faktor, um Produktionsprozesse effizient zu gestalten. Mit geeigneten Materialhandlingsystemen lässt sich beispielsweise die Auslastung und im Ergebnis der Output einer Bearbeitungsmaschine maximieren.
-






 Your Partner for Cutting, Bending and Automation
Kontakt
Your Partner for Cutting, Bending and Automation
Kontakt

Brennschneiden | Infos zur Autogentechnik
Das Brennschneiden, auch Autogenschneiden genannt, ist eines der ältesten Trennverfahren in der Metallverarbeitung. Mit Hilfe eines Brennstoff-Sauerstoffgemischs verbrennt das Metall und wird aus der Schnittfuge geblasen. Das Prinzip des thermischen Trennens steht hinter dem Brennschneiden und wird vor allem für dicke Materialien verwendet.

MicroSteps Autogenrotator: Ein Meilenstein im Bereich der Bearbeitung von Blechen mit besonders großer Materialstärke – Zahlreiche Vorteile gegenüber dem Drei-Brenner-Aggregat und Roboterlösungen.

Mehr Flexibilität für die Jan De Nul Gruppe: Eine innovative Kombination aus Schneidmaschine und Robotertechnologie zur Bearbeitung von Blechen und Rohren
Brennschneiden Historie
Die bereits 1901 erfundene Autogentechnik – auch bekannt als autogenes Brennschneiden – ist eines der ältesten, aber doch wichtigsten Schneidverfahren in der metallverarbeitenden Industrie. Bei diesem Prinzip des thermischen Trennens von Stahl wird das zuvor auf Zündtemperatur erhitzte Metall mit einem Sauerstoffstrahl oxidiert und aus der Schnittfuge geblasen. In allen Branchen, in denen niedrig legierte Stähle mit einer Materialstärke ab 20 mm präzise und schnell geschnitten werden müssen, erweist sich die Autogentechnik als optimal geeignet und besonders wirtschaftlich. Vor allem in der Schwerindustrie ist diese Methode – trotz der zunehmenden Bedeutung anderer Verfahren (Plasmaschneiden, Laserschneiden, Wasserstrahlschneiden) – unerlässlich, da es im Bereich größerer Materialstärken ab circa 50 mm bisher keine wirtschaftlichen alternativen Schneidmöglichkeiten gibt. Mit der Entwicklung des Autogenrotators bieten sich zudem neue Möglichkeiten, von denen Anwender enorm profitieren können.
Vorteile vom Autogenschneiden
- Qualitativ hochwertige Schnittergebnisse
- Wirtschaftliche Schnitte
- Bearbeitung von Materialstärken von bis zu 300 mm
- Vielseitig einsetzbar

Brennschneidmaschinen überzeugen durch robusten Aufbau, Präzision und Leistungsstärke bei großen Materialstärken. Ihre widerstandsfähige und multifunktionale Bauweise macht sie zum idealen Produktionshelfer.
Kann ich Ihnen helfen?
Ich stehe Ihnen bei Fragen gerne persönlich zur Seite:

Marco Große-Schütte
Leitung Vertrieb
Tel: +49 8247 96294 88
E-Mail: marco.grosse-schuette@microstep.com
Autogentechnik
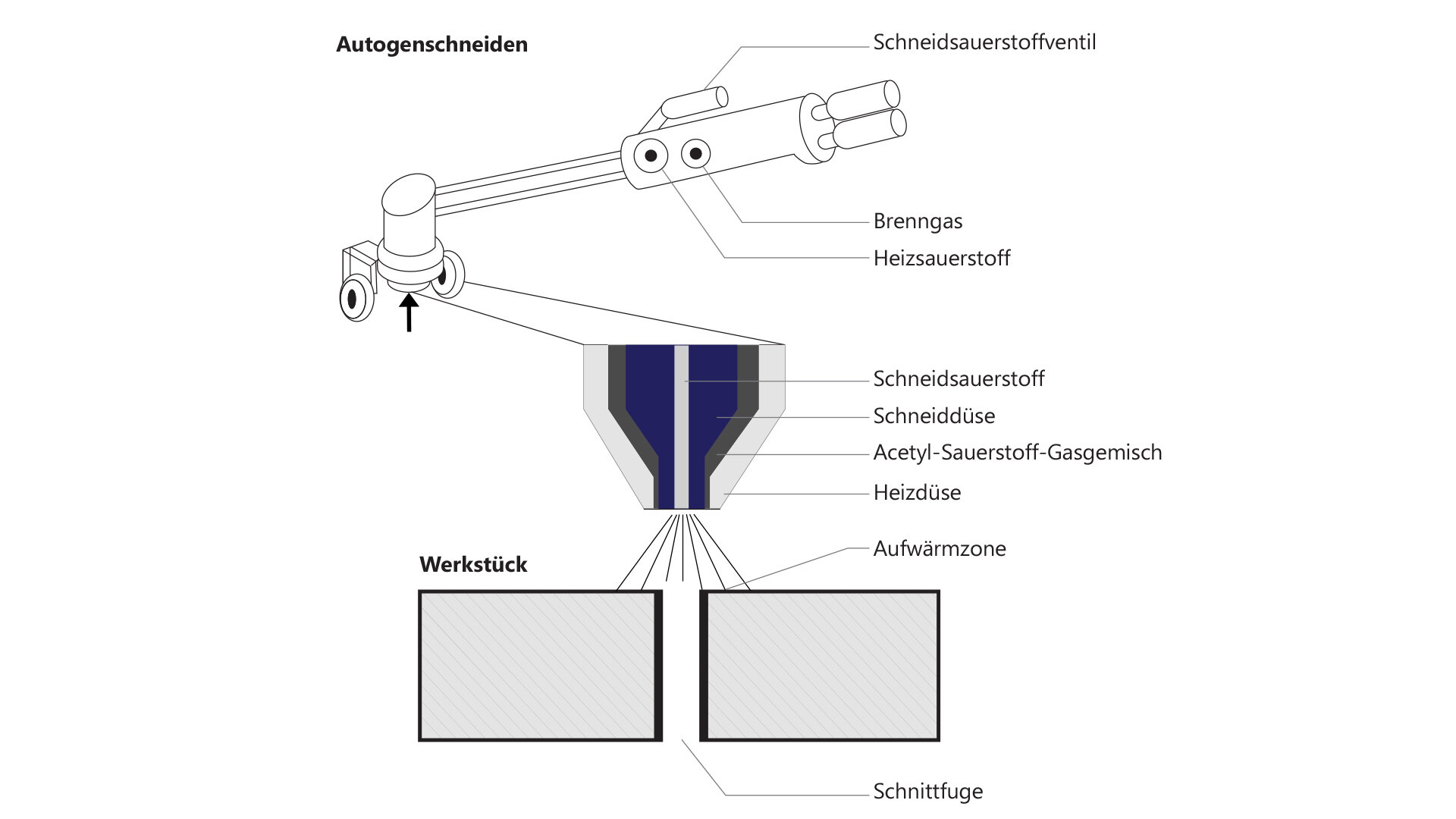
Das Aggregat zum Brennschneiden besteht aus einer ringförmigen Heizdüse, einer separaten Brenngas-Sauerstoff-Zufuhr und einer in der Mitte platzierten Sauerstoffschneiddüse.
Mithilfe einer Heizflamme, die durch die Zufuhr eines Brennstoff-Sauerstoffgemischs und der Heizdüse entsteht, wird der Werkstoff lokal auf die individuelle Zündtemperatur erhitzt und für den Schneidvorgang vorbereitet. Der unter hohem Druck austretende Sauerstoff (mit einer Reinheit von mind. 99,5 Prozent) oxidiert das kohlenstoffhaltige Metall und brennt eine Schnittfuge in den Werkstoff.
Zu beachten ist hierbei der Kohlenstoffgehalt der Werkstücke: ein hoher Kohlenstoffgehalt erhöht die Zünd- und senkt gleichzeitig die Schmelztemperatur. Werkstücke, die durch Brennschneiden bearbeitet werden sollen, müssen stets eine geringere Zündtemperatur als ihre Schmelztemperatur aufweisen. Metalle mit einem Kohlenstoffgehalt unter 0,3 % lassen sich ohne Probleme schneiden. Bei Werkstoffen mit einem Kohlenstoffgehalt zwischen 0,3 % und 1,6 % sollte der zu trennende Bereich vorgewärmt oder gar nachgewärmt werden, um Risse und Spannungen im Werkstück zu minimieren oder gänzlich zu vermeiden. Allerdings hängt die Bearbeitbarkeit eines Werkstoffs mithilfe der Autogentechnik ebenso von der Zusammensetzung der Legierungen ab. So beeinflussen andere Elemente wie Chrom und Nickel die Brennschneidbarkeit.
Mit Autogen bearbeitete Bauteile




Manuelles oder automatisiertes Brennschneiden
Im Bereich des autogenen Brennschneiden lassen sich Handschneidbrenner und Maschinenschneidbrenner voneinander abgrenzen. Je nach Anforderungen, Material und Branche ergeben sich hier zahlreiche Möglichkeiten für die Autogentechnik.
Manuelles Autogenschneiden – auch als Handschneidbrenner, Brennschneider oder Feuersäge bekannt – findet hauptsächlich auf Baustellen, in Werkstätten und in der Grundausrüstung von Rettungseinheiten, wie etwa dem THW und der Feuerwehr, Anwendung. In diesen Bereichen kommt es nicht auf Präzision und Reproduzierbarkeit von Bauteilen, sondern auf eine flexible und schnelle Bearbeitung großer Materialstärken verhältnismäßig kleiner Werkstücke an. Brandgefahr und Werkstückverzug durch thermischen Einfluss schränken die Anwendungsmöglichkeiten für das manuelle Brennschneiden hier allerdings stark ein.
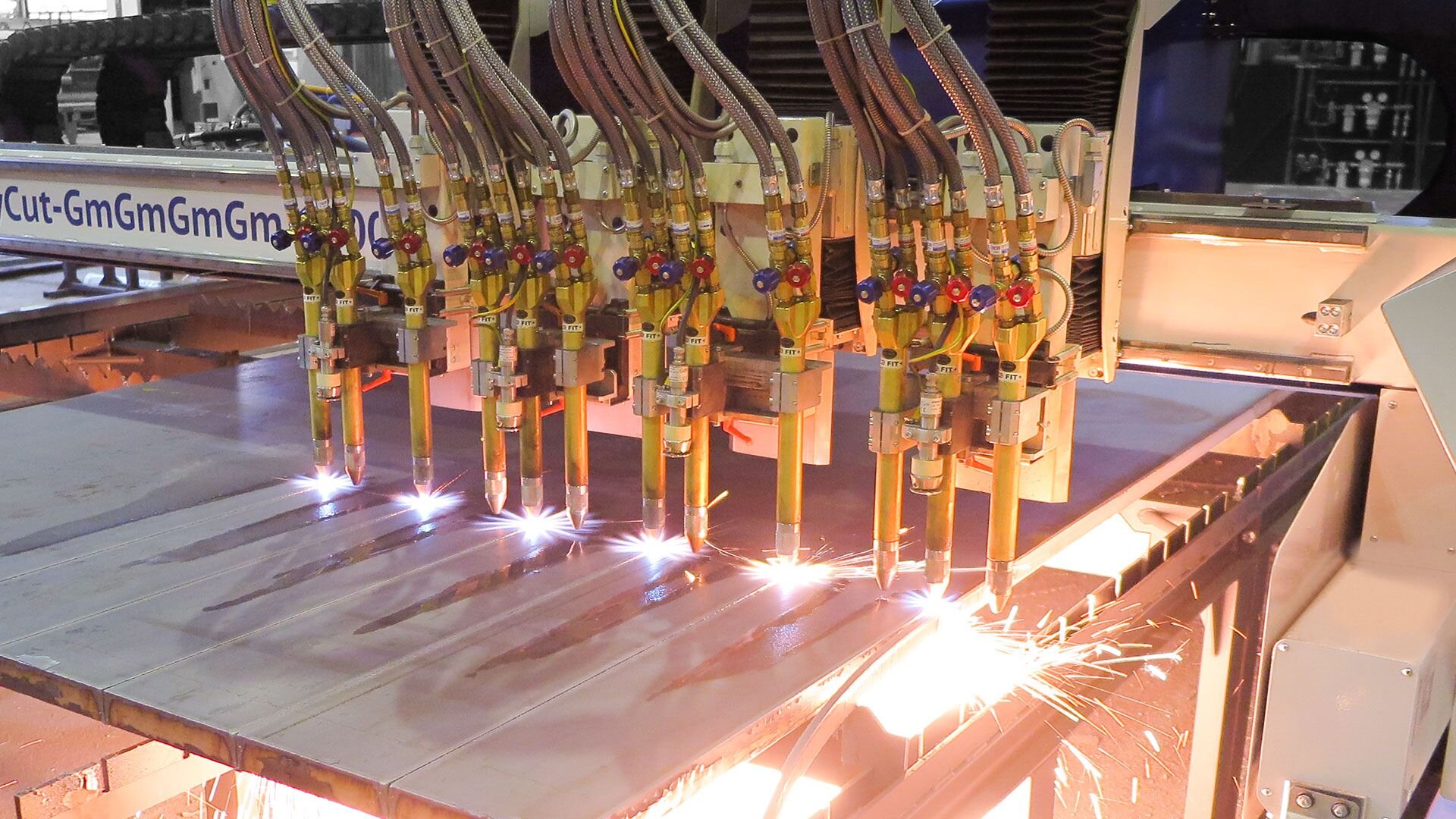
Automatisierte CNC-Autogenschneidanlagen sind vor allem aus dem präzisionsorientierten Metallbau kaum noch wegzudenken. Die CNC-Maschinen sind teils mit mehr als nur einem Autogenbrenner für einen effizienten Parallelschneidbetrieb ausgestattet und lassen sich meist mit diversen Komponenten wie Plasmaschneidaggregaten und Rohrschneidvorrichtungen kombinieren. Die Präzision und der hohe Automatisierungsgrad der Schneidmaschinen machen das Arbeiten mit Metall einfach und effizient. Sie bieten somit die optimale Lösung für nahezu alle Materialstärken und punkten mit Funktionalität und Flexibilität.
Schneidbereich
 Die Autogentechnik hat in den letzten Jahren erhebliche Verbesserungen auf dem Gebiet der Brenngase und Brennerköpfe erfahren, welche sich positiv auf Wirtschaftlichkeit und Schnittqualität auswirken. Der Schneidbereich der Autogentechnik umfasst eine Materialstärke ab 5 mm, bei Materialstärken ab 160 mm ist die Brennschneidtechnik das einzig mögliche Trennverfahren im thermischen Schneidvergleich.
Die Autogentechnik hat in den letzten Jahren erhebliche Verbesserungen auf dem Gebiet der Brenngase und Brennerköpfe erfahren, welche sich positiv auf Wirtschaftlichkeit und Schnittqualität auswirken. Der Schneidbereich der Autogentechnik umfasst eine Materialstärke ab 5 mm, bei Materialstärken ab 160 mm ist die Brennschneidtechnik das einzig mögliche Trennverfahren im thermischen Schneidvergleich.
Die Grenze des Autogenschneidens wird durch die chemische Zusammensetzung des Werkstoffs gezogen: Liegt der Kohlenstoffgehalt des Werkstoffs unter 0,3 % ist ein problemloses Brennschneiden möglich, zwischen 0,3 % und 1,6 % ist ein Vorwärmen des zu schneidenden Bereichs erforderlich. Bei einem Kohlenstoffgehalt von mehr als 1,6 % ist das Bauteil für autogenes Brennschneiden nicht mehr geeignet.
Die Qualität des Brennschnitts wird durch diverse Parameter beeinflusst. So ist die Wahl des Brenngases – im Regelfall handelt es sich um ein Propan-Sauerstoff- oder ein Acetylen-Sauerstoff-Gemisch – und die sich daraus ergebende Flammentemperatur ausschlaggebend für die Schnittgeschwindigkeit. Höhere Flammentemperaturen bedeuten ein schnelleres Erreichen der optimalen Zündtemperatur. Das Acetylen-Sauerstoff-Gemisch erreicht hier Flammenhöchsttemperaturen von 3160 °C und sorgt für eine maximale Schnittgeschwindigkeit wie auch geringere Brennschneidkosten. Aber auch hoher Sauerstoffdruck und ein optimaler Abstand zwischen Düse und Werkstück tragen zu einem guten Schnittergebnis bei der Autogentechnik bei.
Anwendungsbereich vom autogenen Brennschneiden
 Der Anwendungsbereich der Autogentechnik ist vielfältig. Sie ist in allen Branchen anzutreffen, die sich auf die Be- und Verarbeitung von Stahl im hohen Materialstärkenbereich spezialisiert haben. So ist sie aus Schiffswerften sowie aus dem Stahl-, Anlagen- und Maschinenbau nicht wegzudenken. Aber auch in der Grundausrüstung des THW und der Feuerwehr, auf Baustellen, auf Schrottplätzen und in Werkstätten kommen Handschneidbrenner mit Autogentechnik zur Anwendung; überall dort, wo ein effizientes und flexibles Trennverfahren von Metallen notwendig ist. Moderne Autogenschneidlösungen sind auf einer CNC-Maschine mit einer Vielzahl an weiterer Ausstattungsoptionen zur Bearbeitung von Blechen, Rohren und Profilen kombinierbar: Beispielsweise zum Plasmaschneiden, Bohren, Gewinden, Senken oder Markieren. Auch Sonderlösungen mit Brennschneidtechnik sind erfolgreich im Einsatz: Zum Beispiel eine Plasmaschneidanlage zur Blechbearbeitung mit zusätzlichem Roboterarm inklusive Autogentechnologie zur 3D-Bearbeitung von großen Rohrformaten mit dickeren Wandstärken.
Der Anwendungsbereich der Autogentechnik ist vielfältig. Sie ist in allen Branchen anzutreffen, die sich auf die Be- und Verarbeitung von Stahl im hohen Materialstärkenbereich spezialisiert haben. So ist sie aus Schiffswerften sowie aus dem Stahl-, Anlagen- und Maschinenbau nicht wegzudenken. Aber auch in der Grundausrüstung des THW und der Feuerwehr, auf Baustellen, auf Schrottplätzen und in Werkstätten kommen Handschneidbrenner mit Autogentechnik zur Anwendung; überall dort, wo ein effizientes und flexibles Trennverfahren von Metallen notwendig ist. Moderne Autogenschneidlösungen sind auf einer CNC-Maschine mit einer Vielzahl an weiterer Ausstattungsoptionen zur Bearbeitung von Blechen, Rohren und Profilen kombinierbar: Beispielsweise zum Plasmaschneiden, Bohren, Gewinden, Senken oder Markieren. Auch Sonderlösungen mit Brennschneidtechnik sind erfolgreich im Einsatz: Zum Beispiel eine Plasmaschneidanlage zur Blechbearbeitung mit zusätzlichem Roboterarm inklusive Autogentechnologie zur 3D-Bearbeitung von großen Rohrformaten mit dickeren Wandstärken.
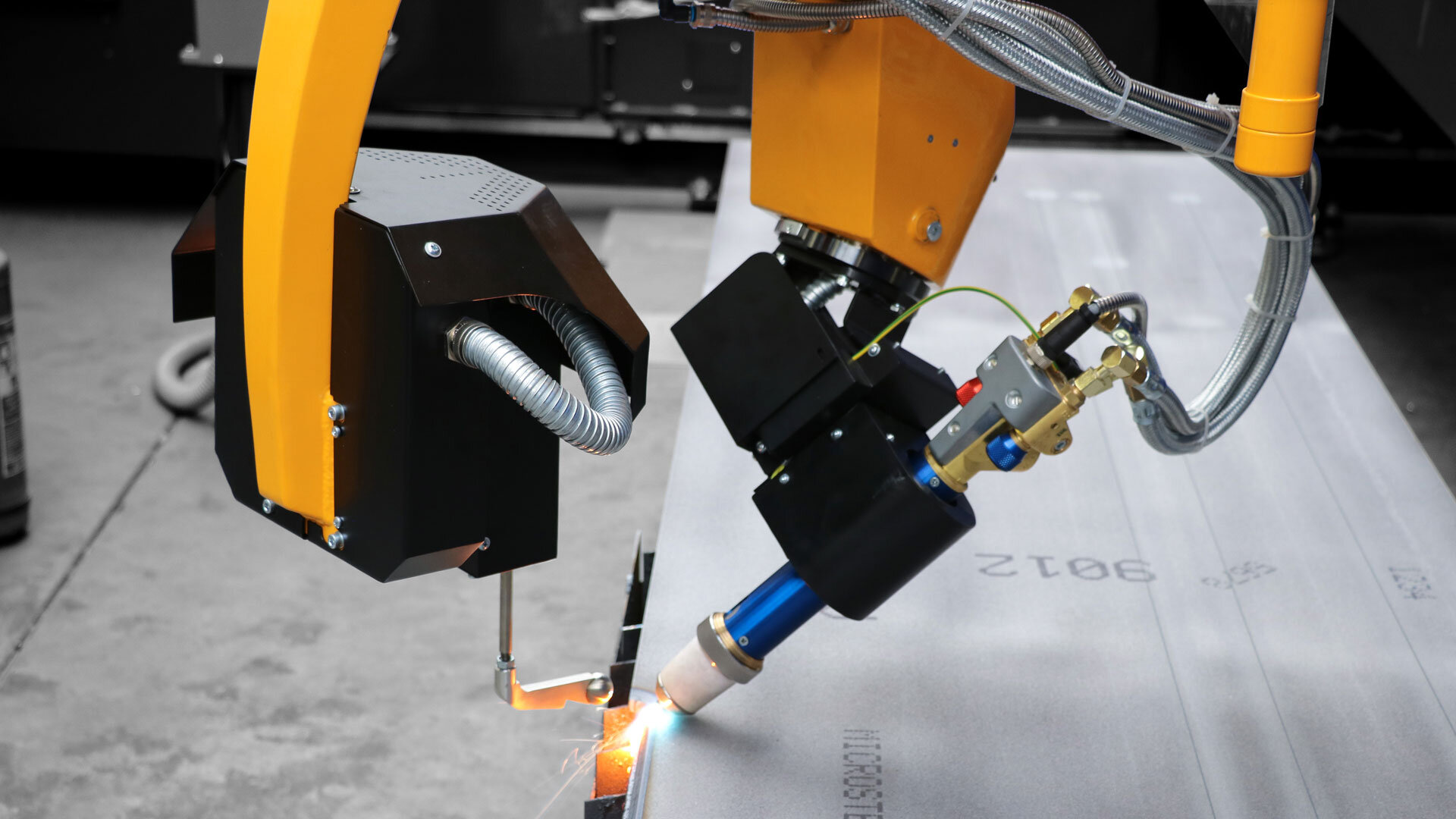
Gänzlich neue Möglichkeiten schafft der Autogenrotator: Im Vergleich zum Drei-Brenner-Aggregat können vollkommen neue Geometrien geschnitten werden, zum Beispiel für die Schweißnahtvorbereitung. So sind einfache V-Nähte wie auch komplexe X-, Y- oder K-Nähte an unterschiedlichsten Blechstärken möglich. Das System besticht im Vergleich zu Roboterlösungen auch durch deutlich geringere Investitionskosten. Vom endlosdrehenden Fasenaggregat mit Autogentechnik profitieren weltweit Fertigungsstätten Tag für Tag.
ERLEBEN SIE UNSERE ANLAGEN LIVE
im CompetenceCenter Süd oder Nord
- Alle vier Schneidtechnologien (Laser, Plasma, Autogen, Wasserstrahl)
- Innovative Automationssysteme
- Neuste Lösungen zum Biegen und Entgraten
- Industrie 4.0 Demofabrik
- Gut zu erreichen: im Süden und Norden Deutschlands

FAQ: Wir beantworten Ihre Fragen zum Brennschneiden
Wie funktioniert Brennschneiden?
Bei dieser Art des auch als Autogenschneiden bezeichneten Verfahrens des thermischen Trennens von Stahl wird das zuvor auf Zündtemperatur erhitzte Metall mit einem Sauerstoffgasstrahl oxidiert und aus der Schnittfuge geblasen. Dabei verbrennt der Werkstoff teilweise, weshalb dieses Verfahren auch als Brennschneiden bezeichnet wird.
Welcher Unterschied besteht zwischen dem autogenen Brennschneiden und dem Plasmaschneiden?
Beim autogenen Brennschneiden entsteht die Schneidflamme nur durch das Entzünden des ausströmenden Brenngases und Sauerstoff, wohingegen beim Plasmaschneiden das ausströmende Gas (Plasmagas) entzündet und ionisiert wird. Das ermöglicht im dünnen und mittleren Blechdickenbereich beim Plasmaschneiden einen deutlich schnelleren Vorschub als beim Autogenschneiden. Außerdem können mittels Plasma alle metallisch leitfähigen Materialien geschnitten werden, mit Autogen fast ausschließlich unlegierte und niedriglegierte Stähle. Im Blechdickenbereich über 150 mm ist allerdings nur noch Autogenschneiden möglich. Hier ist das Brennschneiden ein alternativloses Verfahren.
Wann gilt das autogene Brennschneiden als wirtschaftlich effizient?
Je nach Schneidaufgabe (Materialdicke, Losgröße, Toleranzen, nachgelagerte Prozesse, Einsatzgebiet) und ob man über eine eigene Schneidanlage verfügt oder auf einen externen Dienstleister setzt, kann das autogene Brennschneiden bereits ab 10 mm wirtschaftlich sein. In Relation zu anderen Schneidverfahren (Plasma, Laser, Wasserstrahl) beginnt der effiziente Bereich erst ab 20 mm Materialstärke und wird bei deutlich höheren Blechdicken auch deutlich wirtschaftlicher.
Bei welcher Temperatur erfolgt das Brennschneiden von Stahl?
Die Schmelztemperatur beim Brennschneiden liegt bei etwa 1500 °C. Die Zündtemperatur etwa 20 bis 30 Prozent darunter, abhängig vom Kohlenstoffgehalt des zu schneidenden Materials.
Welcher Werkstoff ist zum Brennschneiden geeignet?
Das Brennschneiden wird insbesondere bei unlegierten und niedriglegierten Metallen eingesetzt. Beispielsweise bei unlegierten Baustählen der Güte S235JR, S275JR, S355J2. Oder bei unlegierten Druckbehälterstählen der Sorten P265GH oder P355GH. Niedriglegierte oder mikrolegierte Stähle (beides umgangssprachlich, offiziell: Thermomechanisch gewalzte Feinkornbaustähle), die per Brennschneidtechnologie zugeschnitten werden sind: S355MC, S500MC, S700MC.
Wie genau ist Brennschneiden?
Ein wichtiger Parameter für die Genauigkeit ist die Führungsmaschine. Moderne Brennschneidanlagen geben dabei Genauigkeiten von ± 0,1 - 0,3 mm an. Das heißt, bei optimalen Schneidparametern und sauberer Schneiddüse ist diese Genauigkeit theoretisch auch beim Brennschneiden zu erreichen. Der einflussreichste Faktor ist allerdings die hohe eingebrachte Wärme. Da sich dadurch das Material ausdehnt und wieder zusammenzieht, können je nach Materialstärke und Teiledimension auch Maßabweichungen bis zu 2 oder 3 mm entstehen.
Ist das autogene Brennschneiden eine veraltete Technologie?
Das Brennschneiden ist eine der ältesten Trenntechnologien. Es ist aber keineswegs veraltet und ist in vielen Anwendungsbereichen eine wichtige und effiziente Trennlösung. Im oberen Blechdickenbereich ab 150 mm ist dieses Verfahren nahezu alternativlos.
Welche Dicke kann mit Brennschneiden maximal bearbeitet werden?
Im Großteil der Fälle werden in der Industrie im maschinellen Zuschnitt Materialen bis 300 mm Dicke verarbeitet. Aber auch größere Blechdicken bis 1000 mm sind realisierbar mit entsprechender Technik.
Welche Geometrien und Konturen können beim Brennschneiden geschnitten werden?
Generell ist die Geometrie der Kontur von der jeweiligen Bearbeitungsmaschine abhängig. Während mit Flachbett-Anlagen beispielsweise nur Flachmaterialien bearbeitet werden können, gibt es auch Systeme, die eine erweitere Bearbeitung ermöglichen. So sind Roboter oder Aggregate mit mehreren Achsen in der Lage, auch 3D-Körper wie Rohre, Profile oder Behälterböden zu bearbeiten. Aufgrund der Wärmeentwicklung bei diesem Trennverfahren ist eine Bauteilgröße unter ca. 20 mm aber in der Regel nicht sinnvoll.
 Peter Matzke
Peter Matzke
ist Leiter der Abteilung Service & Support bei MicroStep Europa und somit verantwortlich für Service, Support, Schulung und Wartung für alle Maschinenlösungen aus dem reichhaltigen Portfolio von MicroStep. Er ist seit mehr als 20 Jahren im Unternehmen in führender Funktion tätig und kennt nach zwei Jahrzehnten mit leidenschaftlicher Schweißarbeit und unzähligen Stunden bei verschiedensten Kunden in Deutschland, Österreich und der Schweiz alle Maschinentypen, deren Entwicklungsstufen und Möglichkeiten aus dem Effeff. Peter Matzke ist ein Meister der Parametereinstellungen und brennt darauf, das Maximum aus den CNC-Systemen herauszuholen.











© 2024 Copyright & Page Design by MicroStep Europa - Alle Rechte vorbehalten.
